Определим коэффициент отхода на цилиндрическую (среднюю) часть корпуса по формуле:
 ,
,
где ![]() площадь листа по ГОСТ
(мм2);
площадь листа по ГОСТ
(мм2);
![]() площадь заготовок (мм2);
площадь заготовок (мм2);
![]() площадь технологических
планок (мм2).
площадь технологических
планок (мм2).
 ,
,
![]() ,
,
где ![]() площадь контрольных планок (мм2);
площадь контрольных планок (мм2);
![]() площадь вводных и
выводных планок (мм2).
площадь вводных и
выводных планок (мм2).
![]()
![]()
![]()
 ,
,
б) Раскрой распределительной коробки корпуса.
Дано: L = 1500 мм.
D = 1600 мм.
S = 14мм.
Определим количество обечаек корпуса:
Принимаем количество обечаек равным 1 шт.
Определим длину развертки обечайки: 
Исходя из полученных, в ходе расчета, данных выбираем лист по ГОСТ 19903
14x1500x5300.
Для производства 50 сосудов необходимо взять 50 листов данного (14x1500x5300) размера.
Определим коэффициент отхода на цилиндрическую (правую) часть корпуса:
 ,
,
![]()
![]()
![]()
в) Раскрой левой цилиндрической части корпуса.
Дано: L = 700 мм.
D = 2000 мм.
S = 14 мм.
Определим количество обечаек корпуса:
Принимаем количество обечаек равным 1 шт.
Определим длину развертки обечайки: 
Исходя из полученных, в ходе расчета, данных выбираем лист по ГОСТ 19903
14x1400x6600.
Из одного листа получаем 2 заготовки нужного (700x6382) размера.
Для производства 50 аппаратов необходимо взять 25 листов данного (14x1400x6600) размера.
Определим коэффициент отхода на цилиндрическую (левую) часть корпуса:
 ,
,
![]()
![]()
![]()
3.3. Раскрой эллиптических днищ.
Эллиптические днища могут быть изготовлены двумя методами штамповкой и фланжированием. При больших диаметрах днищ штамповкой изготавливают лепестки и сегменты.
Эллиптические днища изготавливают штамповкой в горячем или холодном состоянии в зависимости от толщины, марки материала и диаметра.
а) Раскрой правого днища (распределительной коробки).
Дано: S = 14 мм.
D = 1600 мм.
Определим диаметр развертки по формуле:
![]() ,
,
где ![]() диаметр развертки эллиптического
днища (мм);
диаметр развертки эллиптического
днища (мм);
![]() высота цилиндрической
части днища (мм);
высота цилиндрической
части днища (мм);
![]() средний радиус
цилиндрической части днища (мм);
средний радиус
цилиндрической части днища (мм);
![]() припуск на обработку
(мм), составляет (1,5…2,0)В.
припуск на обработку
(мм), составляет (1,5…2,0)В.
![]() ,
,
![]()
![]() ,
,
где ![]() внутренний радиус цилиндрической
части корпуса (мм),
внутренний радиус цилиндрической
части корпуса (мм),
 ,
,
![]() толщина стенки сосуда (мм),
толщина стенки сосуда (мм), ![]()
![]()
Согласно полученным данным выбираем по ГОСТ 19903-74 лист 14x2200x3750. Из данного листа вырезаем 2 заготовки размером
(В = 2150 мм).
Определим коэффициенты отхода на эллиптическое правое днище:
 ,
,
![]()
![]()
![]()

б) Раскрой левого днища.
Дано: S = 14 мм.
D = 2000 мм.
Определим диаметр заготовки:
![]()
![]()
![]()
Согласно полученным данным выбираем по ГОСТ 19903-74 лист
14x1300x4900.
Из данного листа получаем 1 заготовку. Для 50 аппаратов необходимо взять 50 листов данного (14x1300x4900) размера.
Определим коэффициент отхода на левое эллиптическое днище:
 ,
,
![]()
![]()
![]()

в) Раскрой плавающего компенсатора.
Дано: S = 12 мм.
D = 1300 мм.
Определим диаметр развертки:
![]()
![]()
![]()
Согласно полученным данным выбираем по ГОСТ 19903-74 лист
12x1700x3000.
Из данного листа вырезаем 2 заготовки. Для 50 сосудов необходимо25 листов.
Определим коэффициент отхода на эллиптический плавающий компенсатор:
 ,
,
![]()
![]()
![]()

3.4. Раскрой опор.
Данный теплообменник расположен горизонтально, поэтому для его фиксирования относительно земли используются две опоры, одна из которых неподвижная.
Опоры, подвижные и неподвижные состоят из следующих частей:
1- основания, размером (15x1200x1760);
2- гнутой стойки, размером (20x1600x1800);
3- косынки или ребра жесткости (20х560х660).
4- подкладного кольца, размером (15x880x2320);
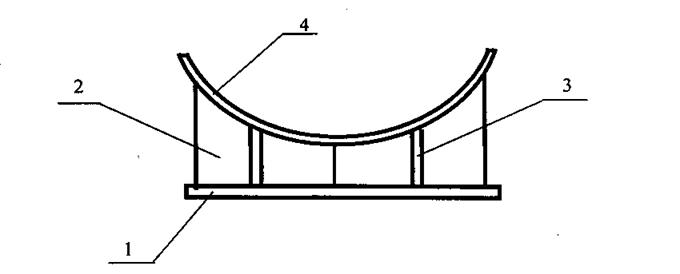
Рис. 2. Опора.
а) Раскрой основания.
Основание опоры имеет размеры 15x1200x1760, исходя из данных значений подберем лист по ГОСТ 19903-74
15x1200x1800.
Определим коэффициент отхода:
 ,
,
б) Раскрой листа для гнутой стойки.
Заготовка для гнутой стойки имеет размеры 20x1600x1800. В верхней части заготовки необходимо сделать технологический вырез в виде сегментной дуги
R = 974 мм., для дальнейшей сварки заготовки с подкладным кольцом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.