5. Химический состав СО2 по ГОСТ 8050-85.
Таблица №17.
|
Газ |
Основной газ |
Примесей не более, % |
|||
|
Ni |
O2 |
CO |
влага |
||
|
Углекислый 1 сорт |
99,5 |
0,1 |
0,05 |
0,05 |
0,3 |
В сварочных цехах целесообразно организовывать централизованное снабжение рабочих мест СО2. Последние порции газа, выходящие из баллонов могут содержать повышенное количество паров воды, поэтому не следует использовать углекислоту при давлении в баллоне не менее 4 атм.
Высокая плотность газа обеспечивает защитную зону дуги от воздуха, металл сварной ванны от воздействия внешних факторов, но из за диссоциации СО2 ведет и к некоторому окислению металла шва. Это окисление нейтрализуется от цеховых газораспределительных магистралей.
5.2. Сварка корпуса аппарата.
5.2.1. Сварка продольного стыка обечаек.
Продольные стыки обечаек свариваются автоматической дуговой сваркой под флюсом на флюсовой подушке с применением сварочной проволоки Св- 08ГС и марки флюса АН-348-А . Сварка будет производиться на универсальной установке для сварки продольных и кольцевых стыков обечаек.
Данная установка (рис. 18.).состоит из:
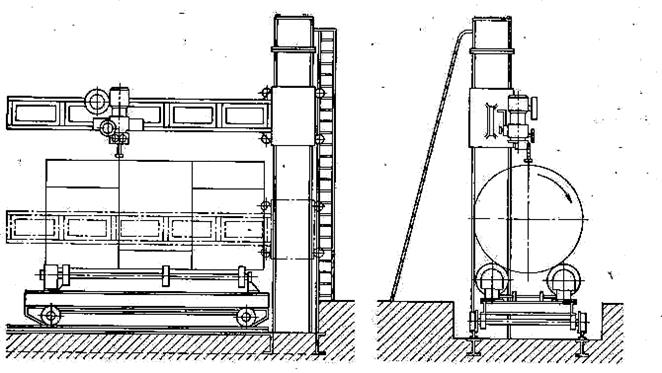
Рис.18.
1. Велосипедной тележки ВТ-2, на которой установлен самоходный универсальный сварочный аппарат АБС (А-184) для дуговой сварки 4.
Велосипедная тележка ВТ-2 состоит из платформы, на которой установлены бегунки с приводом передвижения велотележки, и колонны с направляющими, по которым вертикально перемещается каретка. Сверху на колонне установлен привод вертикального перемещения каретки с консольной балкой. На балке имеются специальные направляющие для передвижения сварочного аппарата при сварке поперечных линейных швов.
Велотележка имеет маршевую и рабочую скорости.
Управление приводами осуществляется с двух сблокированных между собой пультов, из которых один установлен на платформе тележки, а другой – на сварочном аппарате.
Техническая характеристика велосипедной тележки ВТ-2.
Таблица №18.
|
Вылет консольной балки от оси колонны до оси сварочного аппарата, мм. |
1000-2600 |
|
Высота подъема и опускания балки, мм. |
800-2400 |
|
Пределы регулирования рабочей скорости перемещения тележки, м/ч. |
19-77 |
|
Маршевая скорость, м/мин. |
13 |
|
Скорость подъема и опускания каретки с консольной балкой, м/мин. |
2 |
|
Длина. |
2520 |
|
Ширина. |
3500 |
|
Высота. |
4900 |
|
Вес. |
2500 |
Применяемый сварочный аппарат 4 предназначен для автоматической дуговой электросварки продольных и кольцевых швов, стыковых, угловых и нахлесточных соединений металла. Сварка производится под флюсом.
Техническая характеристика сварочного аппарата А-184.
Таблица №19.
|
Диаметр электродной проволоки, мм. |
2-6 |
|
Скорость подачи электродной проволоки, м/мин. |
0,48-3,66 |
|
Скорость сварки, м/ч. |
14-110 |
|
Номинальный сварочный ток при ПВ=60%, А. |
1500 |
|
Диапазон регулирования сварочного тока, А. |
300-1500 |
|
Напряжение питающей трехфазной сети, В. |
380 или 220 |
|
Вес электродной проволоки в кассете, кг. |
30 |
|
Емкость бункера для флюса, дм3. |
35 |
|
Длина, мм. |
760 |
|
Ширина, мм. |
710 |
|
Высота, мм. |
1750 |
|
Вес, кг. |
160 |
В качестве источника питания для сварочного аппарата А-184 выбираем сварочный выпрямитель ВДУ-1201.
Техническая характеристика ВДУ-1201.
Таблица №20.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.