Универсальность данного трактора состоит в том, что он снабжен комплектом сменных узлов и деталей, при помощи которых можно настроить трактор на сварку необходимого типа шва или на определенный способ сварки.
Технические данные сварочного трактора ТС-17М.
Таблица №23.
|
Диаметр электродной проволоки, мм. |
1,6-5 |
|
Скорость подачи электродной проволоки, м/ч. |
50-400 |
|
Скорость сварки, м/ч. |
16-126 |
|
Номинальный сварочный ток при ПВ = 60%, А. |
1000 |
|
Диапазон регулирования сварочного тока, А. |
400-1200 |
|
Напряжения питающей сети, В. |
220 или 380 |
|
Вес электродной проволоки в катушке, кг. |
10 |
|
Емкость бункера для флюса, дм3. |
4,5 |
|
Длина, мм. |
740 |
|
Ширина, мм. |
300 |
|
Высота, мм. |
520 |
|
Вес, кг. |
42 |
Для трактора ТС-17М в качестве источника питания примем выпрямитель
ВДУ-1201, технические данные которого приведены с таблице №20.
5.2.2. Сварка кольцевых стыков обечаек.
Кольцевые стыки обечаек будут свариваться автоматической дуговой сваркой под слоем флюса, сварочной проволокой Св- 08ГС и флюсом АН-348-А, на установке для сварки кольцевых стыков (смотри чертеж №2 графической части курсового проекта).
В данном случае применяется флюсовая подушка с эластичным лотком (рис. 19.).
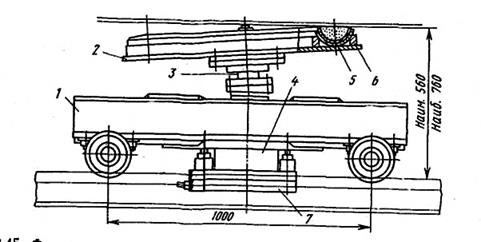
Рис.19.
При подаче воздуха в пневмоцилиндр 4 диск флюсовой подушки 2 поднимается до упора в изделие, а сам цилиндр благодаря пружинной подвеске опускается и упирается траверсой 7 в рельсы, фиксируя положение тележки 1. При вращении изделие увлекает за собой диск 2 с ложементом 5 и, поворачивая его вокруг наклонной оси 3, прижимает резиновую камеру 6 с флюсом к стыку.
После сварки одного стыка флюсовая подушка опускается и перемещается вручную по рельсам к следующему стыку.
Сварка осуществляется следующим образом.
Первый слой выполняют изнутри обечайки, сварочным трактором ТС-17М, с применением флюсовой подушки лоткового типа , а второй слой сваривают снаружи, сварочной головкой, по ранее уложенному первому с полным проплавлением всей толщины стенки. После сварки первого слоя сварочный стык с наружи обечайки зачищается шлифовальной машинкой от брызг, наплывов и остатков расплавленного флюса.
При автоматической сварке под флюсом кольцевых швов обечаек вращение сосуда, на роликовом стенде, необходимо осуществлять так, чтобы скорость сварки была постоянной и в зоне дуги шов располагался горизонтально.
Технические данные флюсовой подушки с эластичным лотком для сварки кольцевых швов.
Таблица №24.
|
Диаметр свариваемых изделий, мм. |
1000-3500 |
|
Вес свариваемых изделий, кг. |
более 400 |
|
Давление воздуха, кг/см2. |
4-5 |
|
Диаметр лотка, мм. |
1000 |
|
Длина, мм. |
1500 |
|
Ширина, мм. |
1450 |
|
Высота, мм. |
760 |
|
Вес, кг. |
270 |
5.2.3. Сварка заготовок днищ.
Заготовки днищ свариваются автоматической дуговой сваркой под флюсом.
Применяемые сварочные материалы, сварочная проволока Св-08ГС и флюс АН-348-А.
Данный процесс осуществляется с помощью сварочного аппарата тракторного типа ТС-44.
Трактор ТС-44 предназначен для автоматической сварки под слоем флюса изделий толщиной 3-16 мм, за один проход на скользящей водоохлаждаемой подкладке с одновременным формированием обратной стороны шва.
Трактор представляет собой сварочный аппарат переносного типа, передвигающийся во время сварки непосредственно по сварному изделию. Трактор имеет формирующую медную подкладку, токоподводящий мундштук, механизм движения, токоведущий механизм, бункер для флюса, пульт управления, кассету для проволоки. Механизм трактора обеспечивает ступенчатую настройку скорости подачи электродной проволоки и скорости сварки.
Техническая характеристика автомата ТС-44.
Таблица №25.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.