С помощью полуструбцины установим необходимое превышение кромок по всей длине собираемого продольного стыка (рис.8 ).
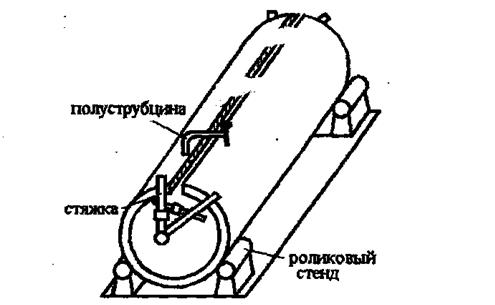
Рис. 8. Схема сборки продольных стыков обечаек.
Полуструбцины предназначены для фиксирования деталей друг относительно друга, а в данном случае они предназначены для установки необходимого превышения кромок, по всей длине собираемого стыка.
Полуструбцина прихватывается к наиболее низкой стороне стыка и винтом ликвидируется превышение кромок. В процессе выравнивания кромок полуструбциной производится прихватка стыка ручной дуговой сваркой.
Также с помощью ручной дуговой сварки к обечайке прихватываются контрольные, вводные и выводные планки.
Собранный стык тщательно зачищается металлической щеткой или шлифовальной машинкой.
После снятия винтовых стяжек собранная заготовка подается на сварку продольного стыка.
4.2. Сборка обечаек между собой в корпус.
Сборка кольцевого стыка между обечайками является наиболее трудоемкой операцией.
Требования к изготовлению корпусов по ОСТ 26 291-94:
1. После сборки обечаек в корпус без днищ длина L корпуса должна отвечать следующим требованиям:
1.1 Отклонение по длине цилиндрической части ± 0,3%, но не более ± 75 мм.
1.2. Отклонение от прямолинейности корпуса не должно быть более 2 мм на 1 м длины, но не более 20 мм при длине корпуса меньше либо равной 10 м и не более 30 мм при длине корпуса более 10м.
1.3 Отклонение внутреннего (наружного) диаметра корпуса сосудов за исключением теплообменник аппаратов, не должно быть более ± 0,3%, номинального диаметра.
Относительная овальность А корпуса сосудов, за исключением теплообменных аппаратов, а также аппаратов, работающих под вакуумом или наружным давлением, не должна превышать 1%.
Значение А для сосудов без давления (под налив) должно быть не более 2%.
1.4 Для выверки горизонтального положения у горизонтальных сосудов принимается базовая поверхность, указанная в техническом проекте. На одном из днищ корпуса должны быть нанесены несмываемой краской две контрольные риски для выверки бокового положения сосуда на фундаменте.
1.5 Согласно требованиям ОСТ 26.291-94, продольные стыки обечаек не должны быть продолжением друг друга, смещаться на расстояние не менее 3-х кратной толщины металла, но не менее 100 мм. Причем продольные стыки должны располагаться в одной плоскости. Это связано с тем, что данные стыки отвечают за прочность конструкции и поэтому должны находиться в зоне осмотра.
Перекрещивающиеся швы не допускаются в сосудах работающих под давлением более 1,6 МПа из-за сложного напряженного состояния в них.
Согласно вышеперечисленным требованиям ОСТ 26.291-94 величина смещения продольных стыков обечаек в корпусе составит 120 мм.
Для механизации сборочного процесса и обеспечения качественной сборки обечаек между собой роликовый стенд можно оборудовать установленной на тележке 8 скобой 1 (рис.9).
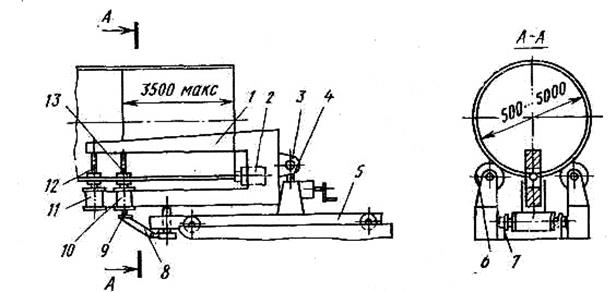
Рис. 9. Установка для механизированной сборки кольцевых стыков цилиндрических сосудов.
Тележка передвигается вдоль стенда по рельсовому пути 7. Настройка скобы в вертикальной плоскости осуществляется тягой 4. Последовательность операции при сборке в этом случае такова. На роликовый стенд 6 краном подают собираемые обечайки. Скобу продвигают так, чтобы опора 13 гидроцилиндра 10 оказалась в плоскости собираемого стыка, и закрепляют на первой обечайки включением гидроцилиндра 11. После того как торцовый гидроцилиндр 2, придвигая вторую обечайку к первой, установит требуемый зазор в стыке, гидроцилиндром 10 выравнивают кромки и ставят прихватку.
Согласно ОСТ 26.291-94 для монометалла величина превышения кромок для всех швов допускается не более 10% от толщины металла, для толщины 14 мм не более 1,4 мм. Для равномерного распределения ожидаемого превышения кромок, по всему периметру стыка пользуясь щупами, устанавливается в точке 1 щуп той величины, которая ожидается при общей сборке, не допуская удвоения превышения кромок в противоположной точке 2 (Рис.10).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.