Следовательно теплообменник с плавающей головкой применяется при значительных относительных перемещениях труб и кожуха, поскольку в нем одна из трубных решеток не соединена с кожухом и может свободно перемещаться вдоль оси при температурных удлинениях.
1.2. Описание конструкции теплообменника и условия его работы.
В данной работе необходимо разработать технологический процесс изготовления теплообменника с плавающей головкой. Основными частями которого являются: цилиндрический корпус 1, распределительная коробка 2, два эллиптических днища 3-4, эллиптический плавающий компенсатор 5 и две опорные части 6-7 (рис.1).
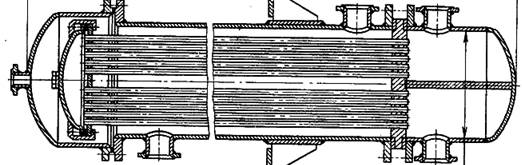
Рис.1. Теплообменник с плавающим компенсатором.
Внутренний диаметр корпуса (среднего) Dвн = 1600 мм.
Внутренний диаметр распределительной коробки Dвн.распр. = 1600 мм.
Внутренний диаметр корпуса (левого) Dвн.лев. = 2000 мм.
Внутренний диаметр плавающего компенсатора Dвн. комп. = 1300 мм.
Длинна цилиндрической части (средней) L = 6900мм.
Длина распределительной коробки L = 1500 мм.
Длинна цилиндрической части (левой) L = 700мм.
Толщина стенки корпуса S = 14 мм.
Толщина стенки плавающего компенсатора (головки) S = 12мм.
Для изготовления основных элементов корпуса используется материал - сталь перлитного класса 16ГС. ГОСТ 5520-79.
Для изготовления опор используется материал – сталь Ст3пс. ГОСТ 14637-89.
Технические характеристики теплообменника.
Таблица №1.
|
Параметры. |
В трубном пространстве. |
В межтрубном пространстве. |
||
|
Температура оС. |
Вход |
20 |
200 |
|
|
Выход |
60 |
193 |
||
|
Расчетная. |
120 |
280 |
||
|
Давление МПа (кгс/см2). |
Рабочее |
1,16(11,6) |
1,35(13,5) |
|
|
Расчетное |
1,6(16,0) |
1,55(15,5,0) или полный вакуум. |
||
|
Среда |
мазут |
пар |
||
|
Прибавка на коррозию |
8 |
|||
|
Коэффициент прочности сварных соединений. |
1 |
|||
|
Объем, м3 |
0,13 |
0,19 |
||
|
Масса аппарата. |
Пустого |
1150 |
||
|
При гидроиспытании |
1470 |
|||
Технические требования.
1. Аппарат подлежит действию «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением».
Технические требования по ОСТ 26-291-87.
2. Материалы основных элементов аппарата и сварочные материалы.
2.1. Корпус аппарата, днища эллиптические, плавающий компенсатор, материал – сталь 16ГС – 12, ГОСТ 5520-79.
2.2. Опора, материал – сталь Ст3пс3, ГОСТ 14637-89.
2.3. Применяемая сварочная проволока – св 08ГС, св 08Г2С, ГОСТ 2246-70.
2.4. Электроды УОНИИ 13/55, ГОСТ 9466-75. Флюс АН-348-А.
3. Размер уточняется при контрольной сборке.
4. Допускается замена марок основных и вспомогательных материалов, указанных в п.п. 2.1, материалами других марок, свойства которых не ухудшают качества деталей и изделия в целом. При этом возможные замены отражаются в форме 6 паспорта.
5. Нормы оценки качества сварных соединений принять по ОСТ 26-291-94 раздел 3 «Требования к качеству сварных соединений».
6. Сварные соединения подвергнуть контролю в объеме требований ОСТ 26-291-94 для аппарата I группы, согласно контролю сварных соединений Т-300Д.
7. Аппарат устанавливается в районах с температурой наиболее холодной пятидневки не ниже минус 40оС.
8. Аппарат окрасить грунтовкой ГФ – 021 красно – коричневой ГОСТ 25129-52 в один слой, лаком ВТ – 577 ГОСТ 5631-79 и пудрой алюминиевой ГОСТ 5494 – 71 VII У1 в два слоя толщиной 59-70 мкм.
При проектировании и конструировании теплообменных аппаратов необходимо в максимально возможной степени удовлетворить многосторонние и часто противоречивые требования, предъявляемые к теплообменникам. Основные из них: соблюдение условий протекания технологического процесса; возможно более высокий коэффициент теплопередачи; низкое гидравлическое сопротивление аппарата; устойчивость теплообменных поверхностей против коррозии; доступность поверхности теплопередачи для чистки; технологичность конструкции с точки зрения ее изготовления; экономное использование материалов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.