б) по числу участвующих в обработке инструментов (одноинструментальные и многоинструментальные схемы);
в) по последовательности работы инструментов при выполнении операции (последовательная, параллельная и параллельно-последовательная схемы обработки).
Последовательное вступление инструментов в работу или последовательное расположение нескольких заготовок в приспособлении по отношению к направлению движения подачи при обработке характеризует операцию с последовательной обработкой. Одновременная обработка инструментом нескольких поверхностей одной или нескольких заготовок определяет операцию с параллельной обработкой. К параллельно-последовательной обработке относят операции при многоместной обработке заготовок, расположенных в приспособлении в несколько рядов параллельно и перпендикулярно направлению движения подачи.
В таблице 3.5 и на рисунке 3.23 приведены примеры построения станочных операций.
Рассмотрим сначала одноместные схемы. Основное время операции при последовательной обработке (см. рисунок 3.23, а) включает сумму времен всех переходов:
где toi— основное время выполнения i-го перехода, мин;
к — число переходов в операции.
При одноместной одноинструментальной схеме (см. рисунок 3.23, 6) вспомогательное время
tB = tуст + tупр.
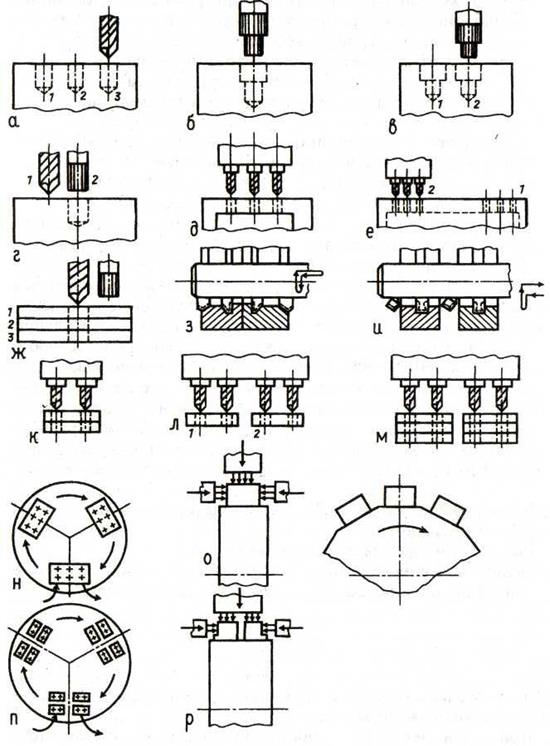
Рисунок 3.23 – Схема построения технологических операций
При обработке одной заготовки несколькими инструментами появляется составляющая tс.и (см. рисунок 3.23, г):
tB=tуст + tупр+tс.и .
При одноместной схеме обработки несколькими инструментами с поворотом резцедержателя или револьверной головки станка
tB=tуст + tупр+tинд .
Таблица 3.5 – Построение станочных операций.
|
Схема обработки |
Позиция на рисунке 3.23 |
Формула для расчета оперативного времени |
|
Одноместные схемы |
||
|
Одноинструментальная: последовательная |
а |
|
|
параллельная |
б |
|
|
параллельно-последовательная |
в |
|
|
Многоинструментальная: последовательная |
г |
|
|
параллельная |
д |
|
|
параллельно-последовательная |
е |
|
|
многопозиционная односторонняя |
н |
|
|
многопозиционная многосторонняя |
о |
|
|
Многоместные схемы |
||
|
Одноинструментальная: последовательная |
ж |
|
|
параллельная |
з |
|
Продолжение таблицы 3.5
|
Схема обработки |
Позиция на рисунке 3.23 |
Формула для расчета оперативного времени |
|
Многоместные схемы |
||
|
параллельно-последовательная |
и |
|
|
Многоинструментальная: последовательная |
к |
|
|
параллельная |
л |
|
|
параллельно-последовательная |
м |
|
|
многопозиционная односторонняя |
п |
|
|
многопозиционная многосторонняя |
р |
|
|
Примечание – В
расчетных формулах приняты следующие условные обозначения: * При условии полного перекрытия вспомогательного времени основным ** Сборный инструмент условно принят за один инструмент. |
||
При одноместной последовательной обработке заготовок несколькими инструментами на многоцелевых станках в состав вспомогательного времени входит как время индексации (поворота) стола станка с заготовкой, так и время смены инструмента tс.и :
tB = tуст + tупр+tинд+tс.и
При параллельных схемах (см. рисунок 3.23, б, д) построения операций основное время обработки определяют продолжительностью выполнения наиболее длительного (лимитирующего) перехода toi lim.
При параллельно-последовательной обработке (см. рисунок 3.23, в) перекрываемое
основное время равно сумме основного перекрываемого времени лимитирующих переходов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.