2. При известной Рз = 19 600 Н по табл. 4 принимаем М20, шаг Р=2,5 мм, d1 = 17,294 мм, d2 = 18,376 мм и σр = 98 МПа.
3. Принимаем β = 30°, φпр = 6°40' и вычисляем α = агсtg2,5/(π18,4)= =2°30'.
4. Из условия отсутствия вмятин по таблице 5 выбираем конец винта под пяту.
5. Выбираем стандартный нажимной винт с отверстием под рукоятку и концом под пяту (ГОСТ 13433—68*1), см. главу 3; радиус сферического конца R = 16 мм*; γ = 118°; материал винта сталь 45, твердость НRCэ 35—39,5.
6. По таблице 5 вычисляем η = tg2°30'/tg(2°30'+6°40')+2·16/18,4·0,15
сtg118°/2 = 0,13. Винтовой ЭЗМ надежен против самоотвинчивания.
7. По табл. 5 вычисляем момент М = 19600 [0,5·18,4 tg (2°30'+6°40') +0,15·16сtg118°/2] = 30850 Н·мм.
8. Пользуясь таблицей 6, находим, что выбранная головка винта соответствует требованиям эргономики при длине рукоятки Ь^ 30850 : 147=210 мм по ГОСТ 13447-68* принимаем Ь == 220 мм.
9. Зная материал и твердость нажимного винта, по таблице 7 находим [Ор] = 150 — — 170 МПа. Таким образом, прочность винта на растяжение обеспечивается, так как [а] === 150 — 170 > 98 МПа.
_________________
*1 В ГОСТ 13433—68* радиус сферического конуса обозначен r1.
|
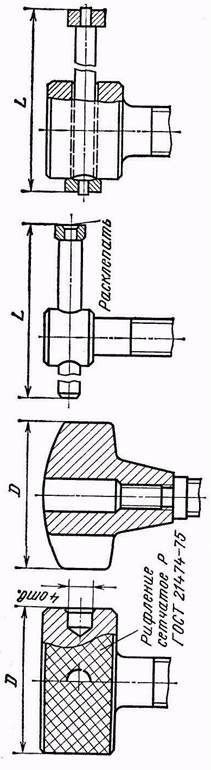
Таблица 6 - Момент МЭР в зависимости от конструктивного оформления головок нажимных винтов |
|
Винты |
С отверстием под рукоятку (ГОСТ 13432-68*, рукоятка по ГОСТ 13447-68*) |
МЭР |
7350-10300 |
8800-14700 |
13600-20600 |
|
|
L |
50-70 |
60-100 |
80-140 |
|||||
|
С рукояткой (ГОСТ 13430-68* и ГОСТ 13431-68*, слева от оси с неподвижной рукояткой; справа – с подвижной) |
МЭР |
7350 |
8800 |
11750 |
||||
|
L |
50 |
60 |
80 |
|||||
|
С звездообразной рукояткой (ГОСТ 12463-67*) |
МЭР |
1570 |
2000 |
2450 |
||||
|
D |
32 |
40 |
50 |
|||||
|
С накатанной головкой (ГОСТ 14731-69*); справа от оси для головок с D=36 и 40 |
145 |
185 |
215 |
|||||
|
D |
25 |
32 |
36 |
|||||
|
Номинальный диаметр резьбы |
М6 |
М8 |
М10 |
|||||
|
Продолжение таблицы 6 |
Винты |
С отверстием под рукоятку (ГОСТ 13432-68*, рукоятка по ГОСТ 13447-68*) |
МЭР |
14700-26500 |
18400-32400 |
20600-41000 |
26500-53000 |
Примечания: 1. D и L, мм, МЭР, Н·мм. 2. Значения МЭР вычислены исходя из требований эргономики. 3. По ГОСТ 14731-69* дополнительно предусмотрены D, равные 12,16 и 20 мм. |
|
L |
100-180 |
125-220 |
140-280 |
180-360 |
||||
|
С рукояткой (ГОСТ 13430-68* и ГОСТ 13431-68*, слева от оси с неподвижной рукояткой; справа – с подвижной) |
МЭР |
14700 |
17600 и 18400 |
23500 |
29400 |
|||
|
L |
100 |
120 и 125 |
160 |
200 |
||||
|
С звездообразной рукояткой (ГОСТ 12463-67*) |
МЭР |
3000 |
_ |
_ |
_ |
|||
|
D |
62 |
_ |
_ |
_ |
||||
|
С накатанной головкой (ГОСТ 14731-69*); справа от оси для головок с D=36 и 40 |
МЭР |
235 |
_ |
_ |
_ |
|||
|
D |
40 |
_ |
_ |
_ |
||||
|
Номинальный диаметр резьбы |
М12 |
М16 и Тr 16x4 |
М20; Тr20х4 М24; Тr26х5 |
М30; Тr32х6 М36; Тr40х6 М42 |
||||
Таблица 7 - Допустимое напряжение при растяжении [σР] и предел текучести σТ (МПа) в зависимости от материала и термической обработки нажимного винта
|
Сталь |
Термическая обработка |
[σР] при нагрузке |
σт |
|
|
статической |
переменной |
|||
|
45 |
Нормализация |
120-140 |
60-70 |
340 |
|
Улучшение |
150-170 |
70-85 |
500 |
|
|
Закалка |
190-210 |
85-90 |
700 |
|
|
40 |
Улучшение |
170-190 |
85-95 |
640 |
|
Закалка |
275-295 |
110-140 |
880 |
|
|
При необходимости допустимое напряжение при растяжении винта можно определить по формуле [σР] > 2р3/d12. |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.