Продолжение таблицы 18
|
Обозна- чение |
D (пр. отк. по h2) |
l |
l1 |
D1 (пр. отк. по f7) |
D2 |
D3 |
Dе (пр. отк. по g6) |
d |
d1 |
L |
L1 |
L2 |
L3 |
A (пр. отк.±0,06) |
Масса, кг, не более |
|
|
Наиб. |
Наим. |
|||||||||||||||
|
7038-0018 |
32 |
100 |
40 |
25 |
70 |
50 |
24,2 |
М8 |
М12 |
142 |
80 |
85 |
50 |
152 |
18 |
1,450 |
|
7038-0019 |
120 |
- |
162 |
100 |
1,490 |
|||||||||||
|
7038-0020** |
60 |
- |
- |
- |
- |
- |
1,170 |
|||||||||
|
7038-0021 |
40 |
150 |
50 |
32 |
80 |
60 |
32, 28 |
М16 |
205 |
125 |
110 |
65 |
190 |
25 |
2,970 |
|
|
7038-0022 |
175 |
230 |
150 |
3,070 |
||||||||||||
|
7038-0023** |
75 |
- |
- |
- |
- |
- |
- |
2,410 |
||||||||
|
Примечания: 1. 1— валик-шестерня; 2 — рейка; 3 — фланец; 4 — винт (ГОСТ 1491-80); 5 — рукоятка (ГОСТ 3055-69*); 6 — цилиндрический штифт (ГОСТ 3128-70*). 2. Размеры со звездочкой — для справок. 3. На типоразмеры, отмеченные двумя звездочками, рейка проектируется заказчиком по конструктивным соображениям. 4. Модуль тn =1—2 мм. 5. При силе на рукоятке 157 Н сила натяжения рейки составляет 588—735 Н. 6. Пример условного обозначения реечного зажима с конусным замком размерами D = 16 мм, l= 40 мм, l1 = 16 мм: Зажим 7028—0011 ГОСТ 13163—67* |
||||||||||||||||
В механическом ЗМ к станку непрерывного действия (рисунок 14, а) закрепление заготовок осуществляется в рабочей зоне гибкими рычагами 1, ролики 2 которых при вращении стола 4 с круговой подачей sкр взаимодействуют с жесткой направляющей 3.
Гидравлический стол для непрерывного фрезерования небольших заготовок на вертикально-фрезерном станке (рисунок 14, б) приводится во вращение от электродвигателя через червячную пару. В основании стола закреплена ось, по каналам которой подводится и отводится масло к гидроцилиндрам, осуществляя автоматическое закрепление заготовок в рабочей зоне и раскрепление в загрузочно-разгрузочной зоне.
Быстропереналаживаемые ЗМ для закрепления заготовок сверху показаны на рисунок 15, а сбоку — на рисунке 16 (стандартные быстропереналаживаемые прихваты см. главу 3).
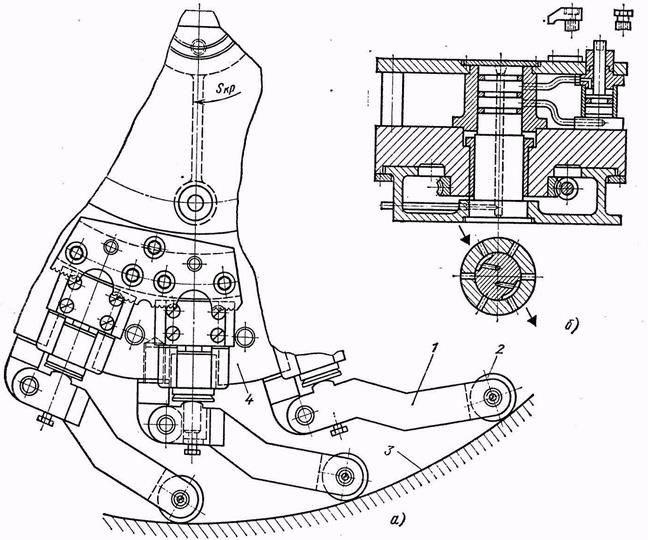
Рисунок 14 - Зажимной механизм приспособлений к станкам непрерывного действия
Для сокращения вспомогательного времени и облегчения условий работы в конструкциях ЗМ приспособлений предусматривают механизацию подвода-отвода (рисунок 17) и поворота (рисунок 18) прихватов, а также складывающиеся и откидные прихваты, и рычаги (рисунок 19) (конструкции и расчеты цанговых, мембранных, гидропластмассовых и других ЗМ см. таблицу 2).
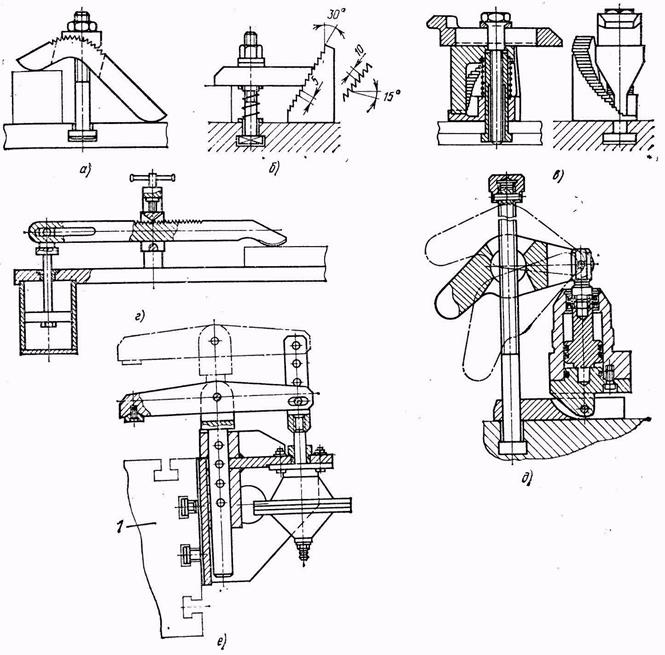
а - прихват с рифлениями; б - прихват с зубчатой опорой; в - прихват со ступенчатой винтовой опорой; г - прихват, переустанавливаемый по длине; д - прихват со сферической гайкой; е - пневматическое мембранное устройство к тумбе 1 радиально-сверлильного станка
Рисунок 15 - Быстропереналаживаемые зажимные механизмы для закрепления заготовок сверху
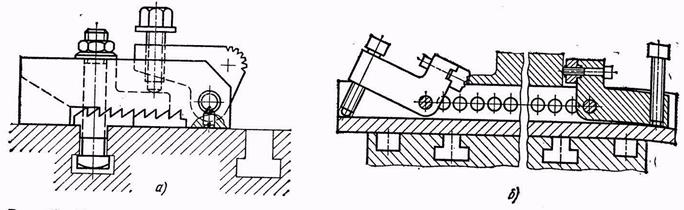
а — по зубцам; б—по отверстиям корпуса
Рисунок 16 - Быстропереналаживаемые ЗМ для закрепления заготовок сбоку с перестановкой прихвата
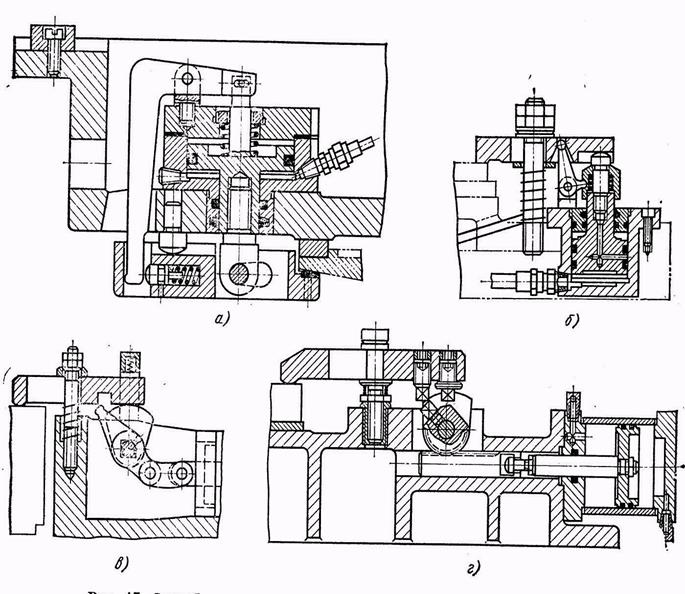
а — рычаг, соединенный с поршнем гидроцилиндра; б — рычаг и подплунжерная втулка; в – рычаг, установленный на оси эксцентрика; г – упоры, установленные в прихвате и эксцентрике
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.