|
|
|||||||||
|
Обозначение |
Испол- нение |
Ширина станоч- ного паза |
В |
В1 |
Н |
Н1 |
L |
Ход l |
Масса, кг, не более |
|
7015-0011 |
1 |
12 |
32 |
- |
36 |
42 |
90 |
6 |
0,705 |
|
7015-0012 |
2 |
85 |
50 |
0,863 |
|||||
|
7015-0013 |
1 |
14 |
36 |
- |
45 |
52 |
100 |
8 |
1,044 |
|
7015-0014 |
2 |
100 |
55 |
1,316 |
|||||
|
7015-0015 |
1 |
18 |
45 |
- |
55 |
63 |
125 |
10 |
1,957 |
|
7015-0016 |
2 |
120 |
65 |
2,332 |
|||||
|
7015-0017 |
1 |
22 |
55 |
- |
70 |
80 |
150 |
12 |
3,717 |
|
7015-0018 |
2 |
145 |
80 |
4,397 |
|||||
|
7015-0019 |
1 |
28 |
65 |
- |
90 |
105 |
180 |
14 |
6,886 |
|
7015-0020 |
2 |
170 |
100 |
8,359 |
|||||
|
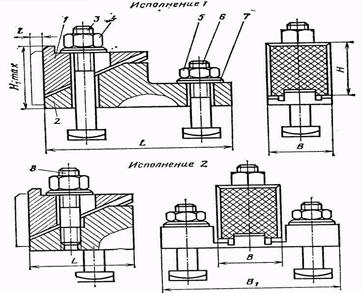
Примечания: 1. Служат для закрепления заготовки непосредственно на столе станка. 2. 1 — клин; 2 — корпус; 3 и 6 — болт (ГОСТ 13152—67*); 4 и 5 — гайка (ГОСТ 5931-70* и ГОСТ 5927-70* соответственно); 7—шайба (ГОСТ 11371-78); 8—шпилька (ГОСТ 22034-76). 3. Пример условного обозначения клинового зажима исполнения 1, размером В= 32 мм: Зажим 7015-0011 ГОСТ 13153-67* |
|||||||||
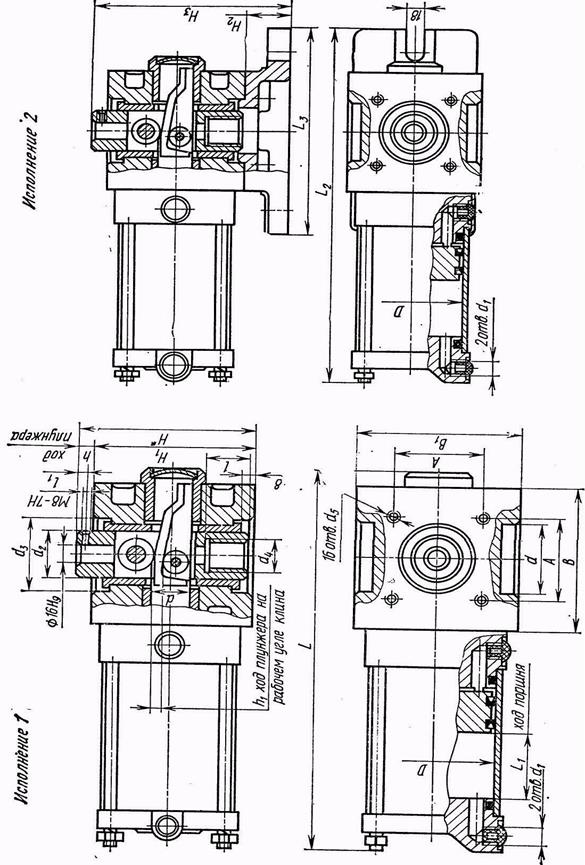
Таблица 14 - Основные размеры клиновых однопоршневых пневматических прижимов (по ГОСТ 21619-76), мм
|
|
Продолжение таблицы 14
|
Обозна чение |
Исполнение |
D |
d |
d1 |
d2(посадка по Н7/f7) |
d3(поле до- пуска Н10) |
d4 |
d5 |
|
7020-0481 |
1 |
80 |
М12х1,5-6Н |
36 |
55 |
М24х1,5-6Н |
М8-7Н |
|
|
7020-0482 |
К1/4" |
|||||||
|
7020-0489 |
2 |
М12х1,5-6Н |
||||||
|
7020-0491 |
К1/4" |
|||||||
|
7020-0483 |
1 |
100 |
М12х1,5-6Н |
М10-7Н |
||||
|
7020-0484 |
К1/4" |
|||||||
|
7020-0492 |
2 |
125 |
М12х1,5-6Н |
|||||
|
7020-0493 |
К1/4" |
|||||||
|
7020-0485 |
1 |
М16х1,5-6Н |
М12-7Н |
|||||
|
7020-0486 |
К3/8" |
|||||||
|
7020-0494 |
2 |
М16х1,5-6Н |
||||||
|
7020-0495 |
К3/8" |
|||||||
|
7020-0487 |
1 |
160 |
М16х1,5-6Н |
40 |
60 |
М30х1,5-6Н |
М16-7Н |
|
|
7020-0488 |
К3/8" |
|||||||
|
7020-0496 |
2 |
М16х1,5-6Н |
||||||
|
7020-0497 |
К3/8" |
|||||||
|
Примечания: 1. Служат для закрепления заготовки как непосредственно на столе станка, так и в СП. В последнем случае прижим устанавливают на корпусе СП. 2. Прижимы с метрической резьбой предпочтительнее для применения. |
||||||||
Продолжение таблицы 14
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.