|
|
|||||||||
|
Обозначение |
D (поле допуска h8) |
A |
B (поле допуска f9) |
H |
H1 |
H2 |
L |
Масса, кг, не более |
|
|
наим. |
наиб. |
||||||||
|
7016-0081 |
25 |
12 |
36 |
16 |
20 |
16 |
58 |
220 |
0,800 |
|
7016-0082 |
30 |
55 |
240 |
0,820 |
|||||
|
7016-0083 |
50 |
75 |
260 |
0,830 |
|||||
|
7016-0084 |
36 |
20 |
45 |
20 |
25 |
20 |
74 |
280 |
2,050 |
|
7016-0085 |
40 |
65 |
300 |
2,090 |
|||||
Продолжение таблица 9
|
Обозначение |
D (поле допуска h8) |
A |
B (поле допуска f9) |
H |
H1 |
H2 |
L |
Масса, кг, не более |
|
|
наим. |
наиб. |
||||||||
|
7016-0086 |
36 |
60 |
85 |
20 |
25 |
20 |
74 |
320 |
2,125 |
|
7016-0087 |
80 |
105 |
340 |
2,165 |
|||||
|
7016-0088 |
50 |
20 |
50 |
28 |
40 |
30 |
110 |
380 |
5,730 |
|
7016-0089 |
40 |
70 |
400 |
5,790 |
|||||
|
7016-0090 |
60 |
90 |
420 |
5,845 |
|||||
|
7016-0091 |
90 |
120 |
450 |
5,930 |
|||||
|
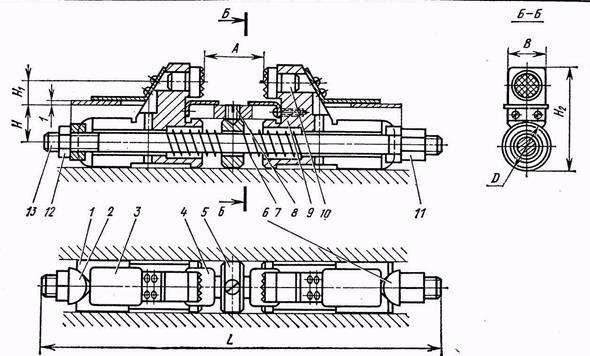
Примечания: 1. 1 – кулачок; 2 – гайка; 3, 4 – щитки; 5 – кольцо; 6 – шайба; 7 – пружина (ГОСТ 13165-67); 8 – винт (ГОСТ 1476-75*); 9 – винт (ГОСТ 17473-80); 10 — опора (ГОСТ 13442-68*); 11 — гайка (ГОСТ 5931-70*); 12 — гайка (ГОСТ 5915-70*); 13 — шпилька. 2. Пример условного обозначения плавающего зажима с размерами D = 25 мм и Анаиб .= 36 мм: Зажим 7016-0081 ГОСТ 13154—67* |
|||||||||
Эксцентриковые ЭЗМ применяют в универсальных, специализированных и специальных СП к металлорежущим станкам практически всех групп. Детали эксцентриковых ЭЗМ — эксцентриковые кулачки, опоры под эксцентриковые кулачки, цапфы, рукоятки (см. главу 3). Различают три типа эксцентриковых кулачков: круглые с цилиндрической рабочей поверхностью, реальная ось вращения которой имеет эксцентриситет с осью симметрии; криволинейные, рабочие поверхности которых очерчены по спирали Архимеда (реже — по эвольвенте или по логарифмической спирали), что обеспечивает стабильную силу закрепления заготовок; торцовые.
Расчет ЭЗМ с круглым эксцентриковым кулачком (ГОСТ 9061-68*). 1. Исходные данные при проектировании: δ - допуск на размер заготовки (чертеж), мм; Рз – сила закрепления заготовки, Н; тип привода.
2. Определяют ход hк эксцентрикового кулачка, мм. Если угол γ поворота эксцентрикового кулачка не имеет ограничений (γ≤130°), то hк=δ+∆гар+Рз/J+∆hк , где ∆гар=0,2÷0,4 мм — гарантированный зазор для удобной установки заготовки; J=9800 ÷19600 кН/м — жесткость эксцентрикового ЭЗМ;
∆hк=0,4÷0,6 мм — запас хода, учитывающий износ и погрешности изготовления эксцентрикового кулачка.
Если угол γ поворота эксцентрикового кулачка ограничен (γ≤60°), то hк = δ+∆гар+Рз/J.
3. Пользуясь таблицей 10, подбирают стандартный эксцентриковый кулачок. При этом должны соблюдаться условия: Рз≤Pmax и hк≤hк табл (размеры, материал, термическая обработка и другие технические условия см. ГОСТ 9061—68*. Проверять стандартный эксцентриковый кулачок на прочность нет необходимости).
4. Определяют длину рукоятки эксцентрикового механизма:
L≥MmaxРз/(FРзmax).
Значения Mmax и см. таблицу 10.
При немеханизированном приводе рекомендуются F≤196 H и 80≤L≤320 мм. При механизированном приводе F — сила на приводе и L≤100 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.