3.5 Техническое обслуживание пресса
Для участка напрессовки установлена система технического обслуживания со следующей периодичностью:
- ежесменное обслуживание - в начале и конце смены,
- техническое обслуживание через 3 месяца работы (наработка 1000 часов),
- техническое обслуживание через 6 месяцев работы (наработка 2000 часов).
Перечисленные виды технического обслуживания входят в систему планово-предупредительных ремонтов и проводятся в обязательном порядке по графику.
Для поддержания пресса напрессовки в рабочем состоянии необходимо проводить техническое обслуживание. В состав работ по техническому обслуживанию входят: очистка, мойка, смазка, осмотр и контроль технического состояния деталей, сборочных единиц, механизмов, приборов и оборудования в целом, осмотр креплений деталей и сборочных единиц, заправка гидросистемы, опробования действия отдельных механизмов и оборудования в целом. Перечень работ ежесменного обслуживания представлен в таблице 3.2 [9].
Таблица 3.2 - Перечень работ ежесменного обслуживания
|
методика проведения приспособление,
Проверить уровень Уровень рабочей жидкости рабочей жидкости в баке должен быть на уровне гидростанции при верхнего маслоуказателя исходном положении
Проверить герметичность Течь масла не допускается соединений и уплотнений гидропривода |
|
состояние креплений стопорения и контровки. механизмов и устройств Сопрягаемые поверхности резьбовых соединений должны плотно прилегать
Осмотреть штоки гидро - Следы после удаления Напильник, бумага и пневмоцилиндров, забоин, царапин не наждачная мелкая забоины, царапины, допускаются следы коррозии зачистить
Очистить механизмы от Щетка, ветошь пыли и грязи |
![]()
3.6 Подъемно – поворотное устройство
3.6.1 Назначение подъемно – поворотного устройства
Подъемно – поворотное устройство предназначено для последова- тельного выполнения подъема, разворота и опускания колесной пары типа РУ1-950 и РУ1Ш-950.
Областью применения подъемно-поворотного устройства являются технологические линии по ремонту или новому формированию колесных пар железнодорожных вагонов в условиях отапливаемых помещений [10].
3.6.2 Техническая характеристика подъемно – поворотного устройства
Техническая характеристика подъемно – поворотного устройства приведены в таблице 3.3.
Таблица 3.3 - Техническая характеристика подъемно – поворотного устройства
|
Наименование параметра |
Величина |
|
Усилие подъема при минимальном давлении 0,4 МПа (4 кгс/см2) в пневмосети, кН (кгс) |
21,4 (2140) |
|
Высота подъема, мм |
200 |
|
Угол разворота Время подъема/опускания, с Рабочее давление воздуха в пневмосети, МПа Габаритные размеры, мм - длина - ширина - высота Масса |
900 15-25 0,6-0,8 1000 670 470 200 |
Подъемно – поворотное устройство представлено на рисунке 3. 3 и на рисунке 3. 4
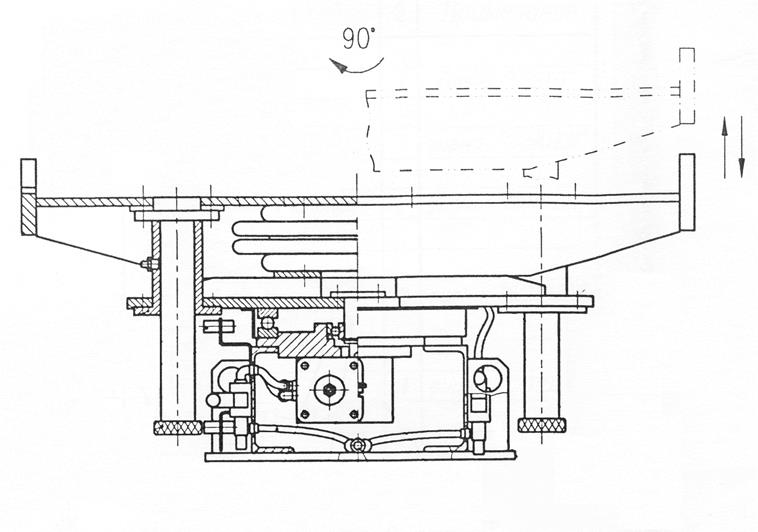
Рисунок 3. 3 - Подъемно – поворотное устройство

Рисунок 3. 4 - Подъемно – поворотное устройство
Схема пневматическая принципиальная представлена на рисунке 3.5 [10].
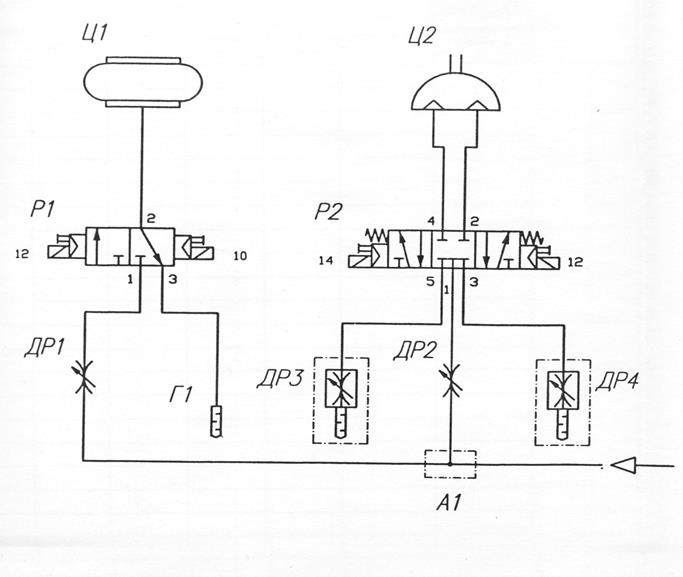
Рисунок 3.5 - Схема пневматическая принципиальная
3.6.3 Расчет подъемно – поворотного устройства
Расчет диаметра пневмоцилиндра.
Предварительно определяется требуемое усилие, развиваемое на штоке пневмоцилиндра Fшт, мм [11]:
Fшт = К / G,(3. 1)
где К - усилие необходимое для подъема упряжного устройства, К=15 кН;
G - коэффициент полезного действия , G = 0,95.
По расчету:
Fшт = 15 / 0, 95 = 15, 78 кН.
Диаметр пневмоцилиндра dц, мм определяется по формуле:
 ,
мм (3. 2)
,
мм (3. 2)
где Рц - давление в пневмоцилиндре, Рц = 0,4 МПа;
F1 - усилия возвратной пружины пневмоцилиндра, кН.
Усилия возвратной пружины пневмоцилиндра F1 , кН рассчитывается по формуле:
F1 = Fo + Ж1 Lш, кН(3. 3)
где Fo , Ж1 - усилия предварительного нажатия и жесткости пружины;
Lш - ход штока пневмоцилиндра, Lш = 200 мм.
По расчету:
F1= 15, 78 + 6, 54 × 10-3 × 200 = 17, 099 кН
Тогда диаметр пневмоцилиндра составит:
 344.37 мм
344.37 мм
Принимаем пневмоцилиндр с внутренним диаметром dц =356 мм и толщиной стенки 4 мм [11].
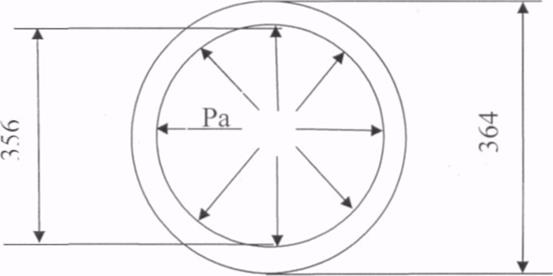
Расчет пневмоцилиндра на допускаемые напряжения.
Стальной цилиндр, внутренний радиус которого Rв = 178 мм и наружный Rн = 182 мм подвергается внутреннему давлению Рв = 0,8 МПа.
Схема действия распорных сил внутри цилиндра приведена на рисунке 3. 6
|
|
Рисунок 3.6 - Схема действия распорных сил внутри цилиндра
Построим эпюры напряжения сжатия и растяжения, и проверим прочность при допускаемом напряжении равном 20 МПа.
Определим увеличение внутреннего и наружного радиуса цилиндра.
Исходные данные:
Рв=0, 8 МПа, Рн=0, Rв=17,8 см, Rн=18, 2 см.
Внутреннее напряжение сжатия σt, МПа вычисляется по формуле [12]:
![]() =
= (3.4)
(3.4)
По расчёту:
![]() =
= МПа.
МПа.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.