Бригадир контролирует состояние внутренних и лабиринтных колец, качество обмывки подшипников, деталей буксового узла, осмотр и подбор деталей буксового узла с записью в журнале пооперационного контроля [3].
Обточку поверхности катания колес производит токарь-бандажник в колесотокарном отделении, в котором имеется оборудование [6]:
- колесотокарный станок модель “Rafamet”;
- колесотокарный: станок КЗТС-1836М;
- кран-балка для подъемно-транспортных работ грузоподъемностью 3т;
- рельсовыми путями для отстоя ожидающих ремонта и отремонтиро-ванных колесных пар.
Токарь устанавливает колесную пару кран-балкой на колесотокарный станок и по меловым размоткам бригадира определяет объем ремонта.
Колесные пары с осями для роликовых подшипников могут подаваться на станок без демонтажа букс. В этом случае слесарь, выполняющий промежуточную ревизию роликовых букс, снимает смотровые крышки букс, взамен которых устанавливает специальные временные крышки с отверстиями для прохода центра станка. При обточке поверхности катания колес с торцевым креплением шайбой применяют центр колесотокарного станка, диаметр которого равен 53-0,74 мм, а длина 75+- 0,4 мм. При обработке профиля поверхности катания колес обточке подвергаются: поверхность катания, гребень, фаска на наружной грани и внутренняя грань.
Примечание:
1 Обточка внутренних граней производится только в тех случаях, когда разница расстояний между ними в разных точках у одной колесной пары более 2 мм.
2 Наружная грань обтачивается только для устранения поверхностных дефектов и неровностей прокатки при условии, что при этом не будут срезаны клейма завода-изготовителя, а ширина обода колеса будет не менее 126 мм.
Обточку необходимо вести с расчетом минимального снятия металла, при этом разрешается оставлять черновины:
- на гребне глубиной не более 2 мм, расположенные от вершины гребня в пределах от 10 до 18 мм;
- на поверхности катания глубиной до 0,5 мм;
- на внутренней грани глубиной не более 1 мм.
В процессе обточки токарь проверяет правильность выполнения профиля поверхности катания, следит, чтобы фаска на наружной грани обода колес начиналась на расстоянии 124 мм от внутренней грани и выполнялась под углом 45, что проверяется максимальным шаблоном. Допускаются отклонения профиля катания от максимального шаблона, не более: по высоте гребня 1,0мм; по поверхности катания и рабочей наклонной части гребня 0,5 мм.
Штангенциркулем проверяет расстояние между внутренними гранями ободьев колес, разность расстояний между внутренними гранями ободьев измеренная в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях, не более 2 мм.
Прибор «Маик» измеряет диаметры по кругу катания колес. Допускается разность диаметров по кругу катания колес, насаженных на одну ось не более 0,5 мм.
После снятия колесной пары со станка бригадир проверяет шероховатость обработки поверхности обода колеса визуально в сравнении с образцами шероховатости. Поверхность обода после обточки должна быть не ниже 3 класса. При соблюдении установленных требований колесная пара поступает на следующую ремонтную позицию.
2.2.5 Обмывка и осмотр корпусов букс
Корпуса букс промывать в моечной машине камерного типа 1-3% раствором моющего средства «Цитом» при температуре не ниже 90°С.
Ремонт корпуса букс производится на столе в соответствии требованиям, указанным в п. 9.3 Инструкции 3-ЦВРК.
Внутреннюю посадочную поверхность корпуса буксы, упорный буртик и лабиринтную часть зачищают от коррозии, заусенцев и протирают концами, смоченными керосином, а затем сухим.
Шаблонами проверяют опорную поверхность, трущуюся поверхность ребер и ширину челюстей корпуса буксы в соответствии карты дефектации корпуса буксы.
Посадочную поверхность корпуса буксы проверяют индикаторным нутромером на соответствие чертежным размерам и нормам, указанным в п.8.1. Инструкции 3-ЦВРК.
Корпуса букс, требующие восстановления, направляются на участок наплавки.
В журнале формы ВУ-91 регистрируются случаи обнаружения неисправностей в корпусе буксы [4].
Устройство буксового узла представлено на рисунке 2.3 [7].
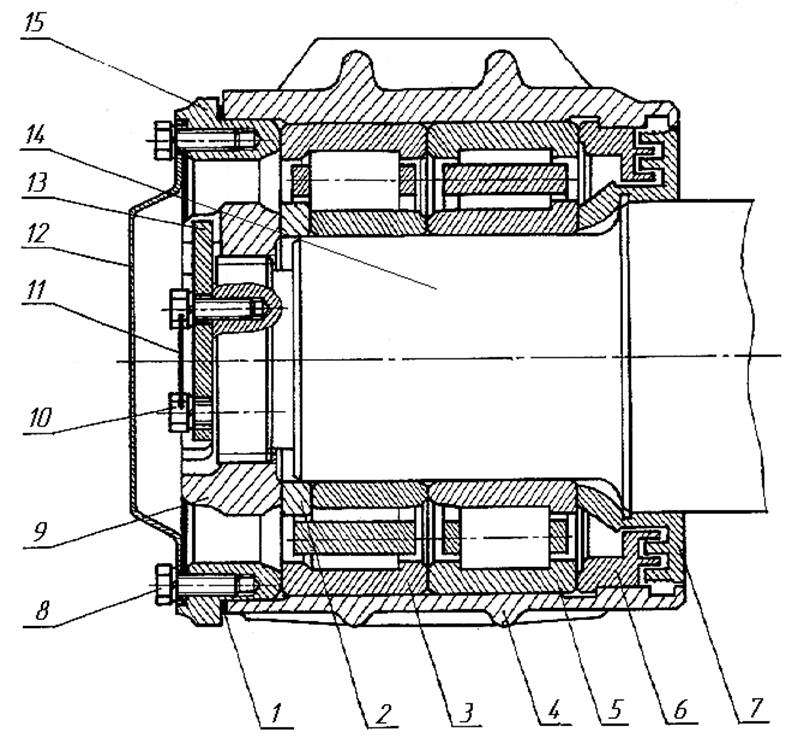
1 – Резиновое уплотнение; 2 – Приставное кольцо;
3 – Передний подшипник; 4 – Корпус;
5 – Задний подшипник; 6 – Лабиринтное уплотнение;
7 – Лабиринтное кольцо; 8 – Болт;
9 – Корончатая гайка; 10 – Болт;
11 – Предохранитель; 12 – Смотровая крышка;
13 – Стопорная планка; 14 – Шейка оси;
15 – Крепительная крышка.
Рисунок 2.3 – Устройство буксового узла
2.2.6 Обмывка подшипников и транспортировка их в ремонтно-комплектовочное отделение
Подшипники, после выпрессовки из буксы, подаются в моечную машину для роликоподшипников по лотку.
Роликовый подшипник после выпрессовки изображен на рисунке 2.4

Рисунок 2.4 - Роликовый подшипник после выпрессовки
Обмывка подшипников производится с применением защитных втулок для предотвращения выпадения роликов из подшипника, допускается обмывка с внутренними кольцами.
Подшипники промываются в моечной машине 1-3% раствором моющего средства «Цитом», при температуре 90-95 "С, просушиваются подогретым воздухом.
После обмывки и просушки подшипники по лотку поступают в ремонтно-комплектовочное отделение для осмотра и ремонта.
Новые подшипники подлежат также обмывке.
Подача к моечной машине, а также разгрузка новых подшипников производится слесарями по ремонту подвижного состава вручную [3].
2.2.7 Дефектоскопирование элементов колесной пары
Обмытые колесные пары подаются на позицию дефектоскопирования колесных пар, где производят [6]:
- магнитный контроль средне части оси на установке Р-8617;
- магнитный контроль шеек осей на установке Р-8617;
- магнитный контроль внутренних колец подшипников без демонтажа с шеек оси колесной пары на установке Р-8617;
- ультразвуковой контроль подступичной части оси, шеек и предпод-ступичной части осей РУ-1 и РУ-1Ш без снятия внутренних и лабиринтных колец дефектоскопом УД2-12, УД2-102,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.