Допускается производить заварку продольных трещин в боковой раме согласно требованиям технологии ремонта трещин боковой рамы тележки 18 – 100 от 11.11.88 № РТМ 32 ЦВ 201 – 88.
В боковых рамах трещины возникают в местах сопряжения надбуксовой полки с вертикальной стенкой, в углах буксовых проемов, в нижних углах проемов для рессорного комплекта (см. табл. 10).
Таблица 10
Перечень неисправностей, устраняемые сваркой и наплавкой
при ремонте боковых рам
|
№ |
Наименование |
Обозначение (рис. 11) |
|
1 |
Заварка трещин направляющего буртика фрикционного клина или приварка новых буртиков вместо отбитых |
А |
|
2 |
Наплавка изношенных поверхностей направляющих для букс при износе не более 8 мм на сторону |
Б |
|
3 |
Постановка металлической втулки с обваркой ее по периметру в отверстие в с случае, если диаметр отверстия более 45 мм |
В |
|
4 |
Заварка трещин буртиков, если длина трещины составляет не более 32 мм |
Г |
|
5 |
Заварка продольных трещин в стенках прилива для валика подвески башмака |
Д |
|
6 |
Приварка отколотых ушков места крепления фрикционных планок при условии, что отколото не более двух ушков |
Е |
|
7 |
Трещины и отколы пружин не допускаются |
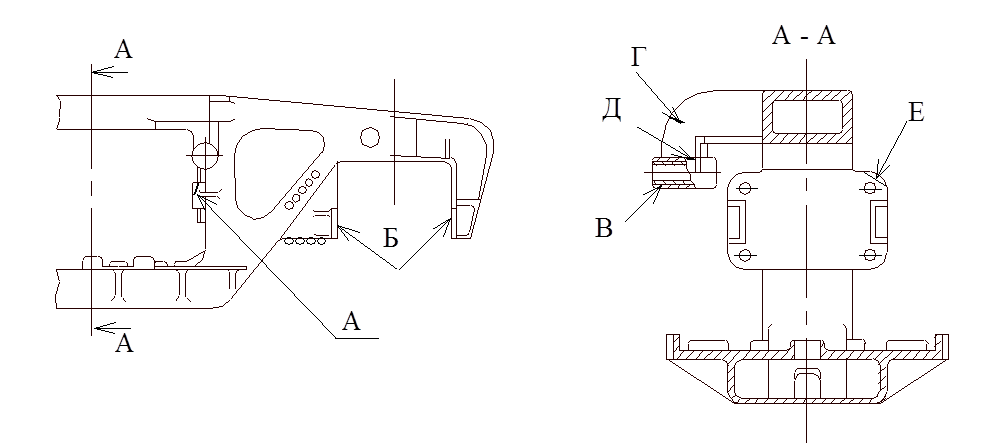
Рис. 11. Трещины в боковой раме
В надрессорных балках главным образом встречаются усталостные трещины в подпятниковой зоне с внутренней стороны на опорной колонке и кольцевые трещины, выходящие на поверхность подпятника, а также выроботки от работы узла «пятник-подпятник» (см. табл. 11).
Таблица 11
Перечень неисправностей, устраняемые сваркой и наплавкой
при ремонте надрессорных балок
|
№ |
Наименование |
Обозначение (рис. 12) |
|
1 |
2 |
3 |
|
1 |
Заварка трещин опорной поверхности подпятника, но не переходящих через наружный при условии, что суммарная длина их не превышает 250 мм |
А |
|
2 |
Наплавка отколов наружного и внутреннего буртов подпятника. Когда длина отколовшейся части внутреннего бурта более половины периметра или отверстие под шкворень имеет износ более 2 мм на сторону, бурт восстанавливается путем сварки точеной втулки |
Б |
|
3 |
Наплавка изношенных мест внутренней поверхности наружного и наружной поверхности внутреннего буртов подпятникового места, если толщина внутреннего бурта не менее 7 мм, а наружного – не менее 11 мм |
Г |
|
4 |
Наплавка поверхности наружного бурта |
Д |
|
5 |
Наплавка выработки опорной поверхности подпятника при условии, что толщина износившейся части не менее 18 мм |
Е |
|
6 |
Заварка продольных трещин верхнего пояса, идущих от технологического отверстия при суммарной длине их не более 250 мм и не переходящих на наружный бурт подпятника |
Ж |
|
7 |
Заварка трещин боковых опор скользуна длиной до 100 мм при трещине более 100 мм и при наличии деформации опоры, опору срезать и заменить новой |
З |
|
8 |
Наплавка наклонных поверхностей при оставшейся толщине стенки не менее 9 мм, при этом производится наплавка обеих плоскостей с обязательной проверкой симметричности балки |
И |
|
9 |
Заварка продольных трещин наклонной поверхности, не выходящих на ограничительные бурты |
К |
|
10 |
Заварка трещин в углах между ограничительными буртами и наклонной плоскостью, выходящих на поверхность овального углубления и не распространяющихся на верхний пояс балки (при этом завариваются все четыре углубления) |
М |
|
11 |
Наплавка отколов между ограничительными буртами наклонной плоскости и овальным углублением с заваркой углублений |
|
|
12 |
Заварка отверствий кройштейна державки мертвой точки с последующей рассверловкой их |
О |
|
1 |
2 |
3 |
|
13 |
Наплавка изношенных направляющих при оставшейся толщине не менее 10 мм |
Н |
|
14 |
Наплавка упорных ребер, ограничивающих смещение пружины при износе до 8 мм, при износе более 8 мм заменить новыми |
Л |
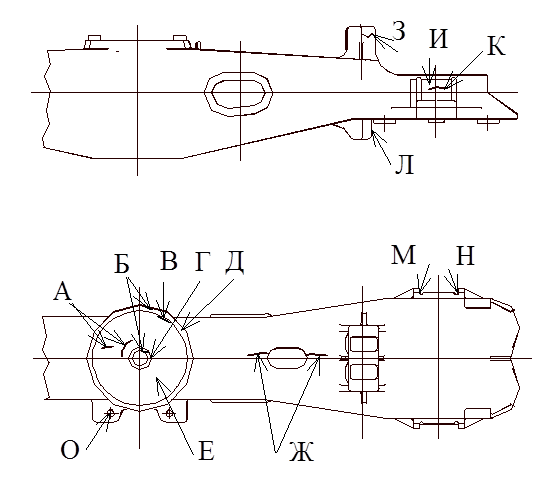
Рис. 12. Неисправности, устраняемые сваркой и наплавкой
при ремонте надрессорной балки
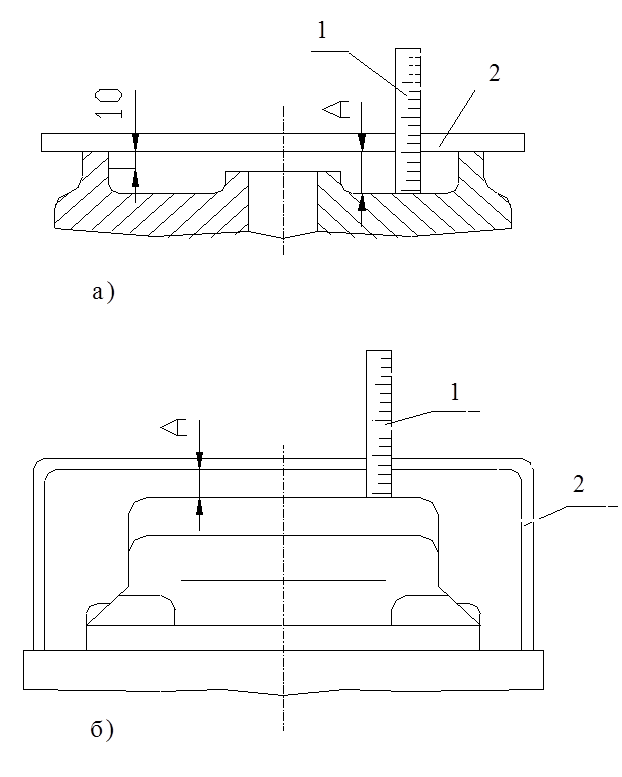
Рис. 16. Места и способы замеров
а) подпятника; б) пятника; в) точки замеров;
А - величина замера, 1 - линейка, 2 - приспособление.
Для контроля литых боковых рам тележек и надрессорных балок используют ДФ-103, ДФ-105, ДФ-201.
Описание перечисленных дефектоскопов и технология дефектоскопии подробно изложены в специальной литературе.
Детали тележек грузовых вагонов изготавливаются из конструкционной качественной стали марки 20ФТЛ. Химический состав стали должен соответствовать нормам, указанным таблице 2.
Таблица 2
Химический состав стали
|
Массовая доля элементов, % |
||||||||||
|
углерод |
марга-нец |
крем-ний |
вана-дий |
титан |
хром |
бор |
каль-ций |
фос-фор |
сера |
|
|
не более |
||||||||||
|
0,17¸ 0,25 |
0,70¸ 1,20 |
0,30¸ 0,50 |
0,01¸ 0,06 |
0,005¸ 0,025 |
0,5 |
0,003 |
0,01 |
0,04 |
0,04 |
|
Содержание никеля и меди допускается не более 0,6 % каждого. При суммарном содержании хрома, никеля и меди более 0,90 % содержание углерода не должно превышать 0,24 %. Сталь раскисляется алюминием. Рекомендуемое содержание алюминия 0,20¸0,060 %.
Детали должны подвергаться термической обработке: боковые рамы и надрессорные балки - нормализации.
Механические свойства стали марки 20ФТЛ после окончательной термической обработки деталей должны соответствовать нормам указанным в табл. 3.
Таблица 3
Механические свойства стали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.