ВСТУП
Одну з головних ролей у розвитку машинобудування займає верстатобудування. Темпи його розвитку у багатьох випадках визначають промисловий потенціал тої чи іншої країни та характеризують рівень її машинобудування.
Сучасні металорізальні верстати - це високо розвинуті машини, враховуючи велику кількість механізмів, використовуючи механічні, електричні, електронні, гідравлічні, пневматичні та інші методи здійснення рухів та управління циклом. За конструкцією і призначенням важко знайти більш різноманітні машини ніж металорізальні верстати. На них виробляють всі можливі деталі - від найменших елементів годинника і приборів, до деталей, розміри яких досягають багатьох метрів - турбін теплоходів. Тому і габарити самих верстатів різні.
На верстатах можна оброблювати навіть деталі які складають дуже складі поверхні й при цьому досягається висока точність обробки.
Усе частіше у верстатобудуванні використовується автоматизація, яка дозволяє точніше забезпечити здійснення вимог, що пред’являються до металорізальних верстатів. Підвищення рівня комплексної механізації та автоматизації веде до підвищення: безпеки та легкості обслуговування, точності роботи, експлуатаційної надійності та технологічності.
Основні вимоги, які пред’являються до сучасного металорізального верстата:
- безпека та легкість обслуговування;
- висока точність роботи;
- висока експлуатаційна надійність;
- можливо мала матеріалоємність та габарити;
- можливо низька початкова вартість;
- технологічні конструкції усіх окремих частин верстата;
-
простота збору.
1 ЛІТЕРАТУРНИЙ ОГЛЯД СИСТЕМ УПРАВЛІННЯ ВЕРСТАТАМИ
1.1 Загальні положення управління верстатами
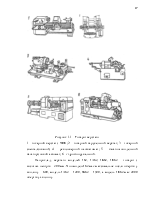
По своєму використанню металорізні верстати загального призначення можна розділити на верстати призначені для обробки корпусних деталей і деталей типу тіл обертання, а також виділити ще своєрідну групу верстатів з складною кінематичною структурою - верстати для обробки поверхонь зубів коліс, черв'яків, шліцьових валів, рейок та інших подібних деталей.
Кожен верстат складається з пристроїв, які при взаємодії, виконують або сприяють виконанню тієї роботи, для якої призначений даний верстат, а саме роботи, заданою програмою обробки виробу. У кожній групі верстатного устаткування знаходиться велике число різноманітних по своїй конструкції і компоновці верстатів, що складаються з ще більшого числа виконавчих пристроїв. Проте можна знайти для них загальні функціональні риси (це відноситься до бабок шпинделів, хрестових полозків, різцевих головок і т. п.).
За призначенням, характеристикам і принципам роботи, а значить, і по управлінню можна виділити наступні групи виконавчих пристроїв:
1. Формоутворювальні пристрої. Робочі органи верстата пов'язані з формоутворенням виробів і процесами позиціонування, тобто пересувають заготовку (або інструмент) по програмованих координатах під час обробки або перед обробкою. Вони утворюють або прості рухи (обертальні або поступальні), або при їх спільній роботі, складні рухи, як результат підсумовування простих. До цієї ж групи частково відносяться деякі рухи маніпулювання, а саме ті, які забезпечують пошук об'єкту при зміні ріжучого інструменту або заготовки. Відмітною властивістю даної групи є те, що траєкторію і шлях руху можна змінювати залежно від програми, що вводиться.
2. Маніпулюючи пристрої призначені для виконання постійних команд, пов'язаних з автоматичним циклом роботи устаткування. Вони змінюють режими різання, напрямки і швидкості переміщення механізмів верстата, управляють охолоджуванням, змінюють ріжучий інструмент або заготовку, закріплюють їх (патрони, механізми затиску), транспортують, складають і т.п. Такі пристрої мають найчастіше незмінну (стаціонарну) систему управління, проте момент введення в дію і послідовність їх роботи можуть бути різними. Це визначається програмою циклової автоматики.
3. Допоміжні (виконавчі) пристрої обслуговують процес обробки. Зазвичай вони мають автономну систему управління. Характерним для них є управління траєкторією руху, довжиною шляху і командами складних циклів.
Під автоматичним циклом роботи верстата, самостійного верстатного устаткування (наприклад, магазина інструментів або промислового робота), ділянки верстатних модулів або гнучкого автоматизованого виробництва розуміють програмовану послідовність рухів основних органів верстата, а також послідовність всіх дій, необхідних для нормального функціонування устаткування при виготовленні одиниці продукції.
Стандартний (постійний) цикл пов'язаний з роботою певного інструменту і вибраною операцією обробки; зазвичай він є складовою частиною загального циклу роботи устаткування.
Замкнуті системи управління механічного типу можуть працювати не лише у функції шляху, пройденого виконавчим пристроєм. Поширені також системи, що працюють у функції швидкості, температури, часу і інших параметрів, що змінюються в процесі роботи верстата.
У загальному випадку під інформацією розуміють різні повідомлення, що несуть корисні відомості. Одиницею інформації є 1 біт.
Алгоритмом позначають точне розпорядження, що задає процес переробки вихідних даних в однозначний результат. Алгоритм управління - розпорядження про послідовність виконання операцій управління.
Цикловим (програмним) управлінням називають управління устаткуванням, що володіє можливістю оперативного введення циклової інформації і її перепрограмування. Циклова інформація задавалася зазвичай за допомогою комутаторних панелей, а розмірна - механічним програмоносієм (найчастіше за допомогою упорів і кінцевих вимикачів).
Будь-яке формоутворення на верстатах визначається насамперед направляючими (відповідними координатам руху), по яких переміщуються основні і виконавчі пристрої верстата із закріпленими на них ріжучими інструментами і заготовками або за допомогою яких відбувається обертання інструментів (заготовок). Для складного формоутворення також необхідно враховувати програмовані кінематичні зв'язки між рухами, що беруть участь у формоутворенні.
Можна вважати, що направляючі основних виконавчих пристроїв (робочих органів) несуть внутрішню частину переданої верстатом інформації про формоутворення деталі, тоді як кінематичні зв'язки, що настроюються, характеризують зовнішню інформацію, залежну від програми обробки, що вводиться, тобто від програмоносія.
При складному русі форма деталі залежить від форми направляючих (внутрішній потік інформації) передавальних відносин між робочими органами верстата, які переміщуються на розміри, визначені командами управління (зовнішній потік інформації). Можна стверджувати, що модель обробки утворюється з траєкторій простих рухів (незмінній для кожного верстата пасивній інформації), передавальних відносин між переміщуваними виконавчими пристроями і шляхових команд управління (активній програмованій інформації).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.