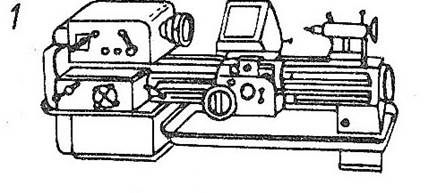
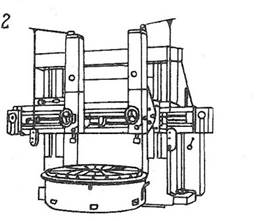
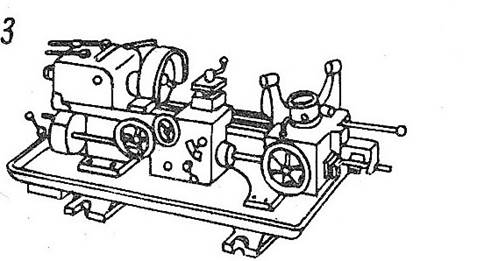
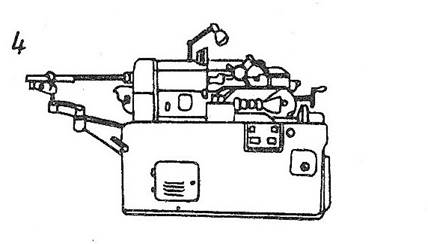

Рисунок 1.1 – Токарні верстати
1 – токарний верстат з ЧПК; 2 – токарний карусельний верстат; 3 – токарний спеціалізований; 4 – револьверний напіватомат; 5 – багатошпиндельний багаторізцовий автомат; 6 - гідрокіпорувальний.
Наприклад, верстати моделей 162, 1А62, 1Б62, 1К62 – токарні з висотою центрів – 200 мм. Хоч модель162 має максимальне число обертів у хвилину – 600, модель 1А62 – 1200, 1Б62 – 1500, а модель 1К62 має 2000 обертів у хвилину.
Крім верстатів, виготовлених серійно, верстатобудівні заводи випускають багато спеціальних верстатів. Ці верстати, як правило, позначають умовними заводськими номерами.
1.3 Улаштування токарно – гвинторізного верстата
У токарно - гвинторізних верстатах головним рухом є обертання шпинделя, а рухом подачі – переміщення супорта в продольному і поперечному напрямках.
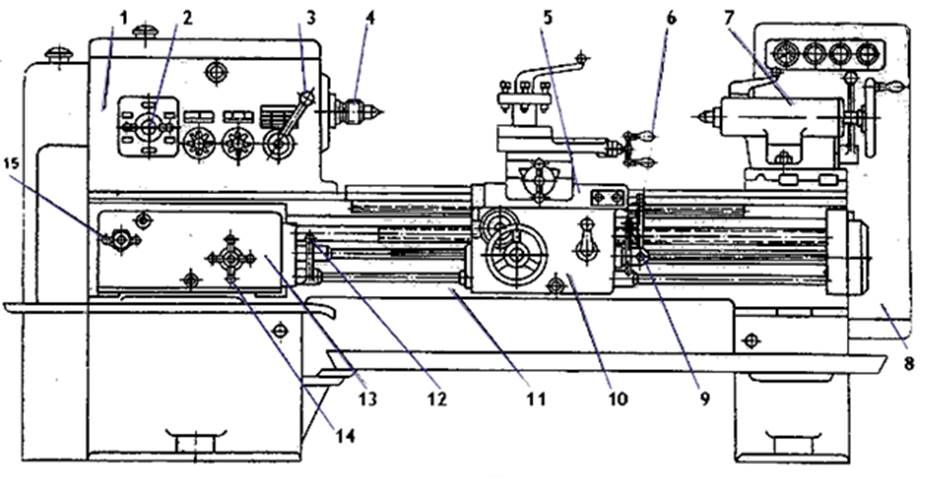
Рисунок 1.3 – Токарно - гвинторізний верстат
1 – рукоятка управління коробкою швидкостей; 2, 3 – рукоятки для переключення шестерен коробки швидкостей; 4 – передня шпиндельна бабка з коробкою швидкостей і шпинделем; 5 - супорт; 6 – рукоятка для включення механічної подачі супорта у будь – якому напрямку; 7 – задня бабка; 8 – шафа з електрообладнанням; 9,12 – рукоятки, котрі переключають спеціальну муфту, яка керує багатодисковим фрекціоном; 10 – фартук; 11 – станина; 13 – коробка передач; 14,15 – рукоятки для переключення шестерен коробки подач.
Деталь, яку необхідно обробити встановлюється у центрах або закріплюється у патроні.
У різцедержателі можуть бути закріплні чотири різці. Поворотом різцедержателя кожен з чотирьох різців може бути встановлений в робоче положення. Інстріменти для обробки отворів вставляють в піноль задньої бабки. Гідрокопіювальнний супорт верстата завдяки наявності слідкуючої системи дозволяє обробляти партії ступінчатих та фасонних деталей по шаблону чи еталонній деталі, без промірів та ручного управління верстатом в процессі обробки.
Традиційна компоновка верстата 1К62 загального призначення показана на рис. 1.3.
Привід шпинделя і робочої подачі супорта здійснюється від асинхронного короткозамкненого двигуна потужністю 7,5 кВт при 1450об/хв. Регулювання швидкості обертання шпинделя робиться завдяки переключенню шестерень коробки швидкостей за допомогою рукояток 2 та 3 (див. рис. 1.3 ), зміна величин прокольної та поперечної подач супорта – переключенням шестерен коробки подач рукоятками 14 і 15.
Для швидких переміщень супорта існує окремий асинхронний двигун потужністю 1кВт при 1410об/хв. Включення і виключення шпинделя верстата, а також його реверсування виконується за допомогою багатодискового фрикціона, керуючого спеціальною муфтою, котра переключається рукоятками 9 і 12. Вімкнення механічної подачі супорта у любому напрямку виконується однією рукояткою 6.
Для зниження теплової напруги процесу різання використовують змазочно-охолоджувальну рідину, частіше за все рідку емульсію, маслаз добавками твердих змазочних речовин (графіт, парафін і т. і). Необхідно, щоб змазочно-охолоджувальна рідина на рівні з високими охолоджувальними можливостями мали добру масленистість і вимиваючу здатність і в той же час були безпечними для робочого та обладнання.
С системи, котрі використовуються у верстатах для подвода змазочно-охолоджувальної рідини складається з насоса для подачі рідини під тиском,трубопроводу і атматуридля подачі рідини, фільтру для очистки рідини від стружки, бруду, пилу, резервуар для охолоджувальної рідини.
Для токарних верстатів використовують індустріальне масло И-40А ГОСТ 20799-88, кінематична в´язкість котрого при температурі 40 складає 61-75 мм2/с.
Станина токарних верстатів представляє собою скалдні корпусні відливки коробчатої форми; вони виконую роль монтажа основних вузлів верстата.
Шпинделі верстатів є найбільш відповідальною деталью верстата, яка визначає якість і точність обробки деталі на верстаті. У зв’язку з цим до шпиндельних вузлів верстатів висувається багато вимог.
Короба подач(рис. 1. 4) верста 1К62 представляє собою багато валові коробки з груповими передачами, перемикаючими блоками. Напрямок руху від валу до валу змінюється зубчатими муфтами внутрішнього зачеплення М1, М2, М3, М4, М5, М6, М7, М8. Коробка подач 13 забезпечує вісімнадцять подач у діапазоні 0,1...1,2 мм/об.
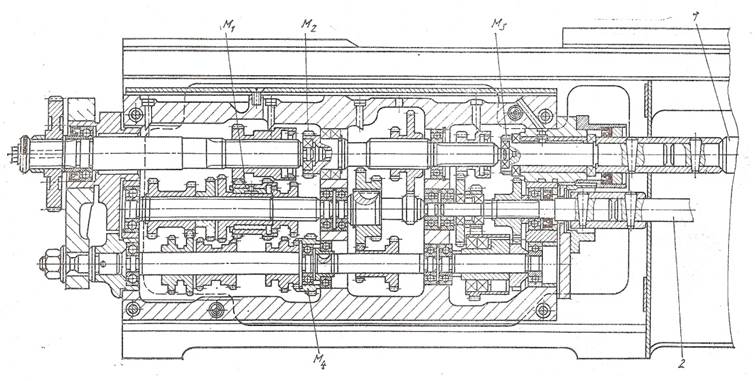
Рисунок 1. 4 – Коробка подач
Супорт токарно – гвинторізного верстата показаний на (рис. 1. 5). По направляючим станини, за допомогою гвинтової або реєчної передачі, переміщується каретка 6, по якій ходять поперечні салаки 4. Механічні або ручні переміщення салазок відбувається парою гвинт – гайка 7 – 8. На салаках 4 встановлена поворотна плита 3, яка має напрямок типу хвоста ластівки, по яким переміщуються верхні різцові салазки 2. На різцових салаках встановлені передній поворотний 1 і задній 5 різетримач.
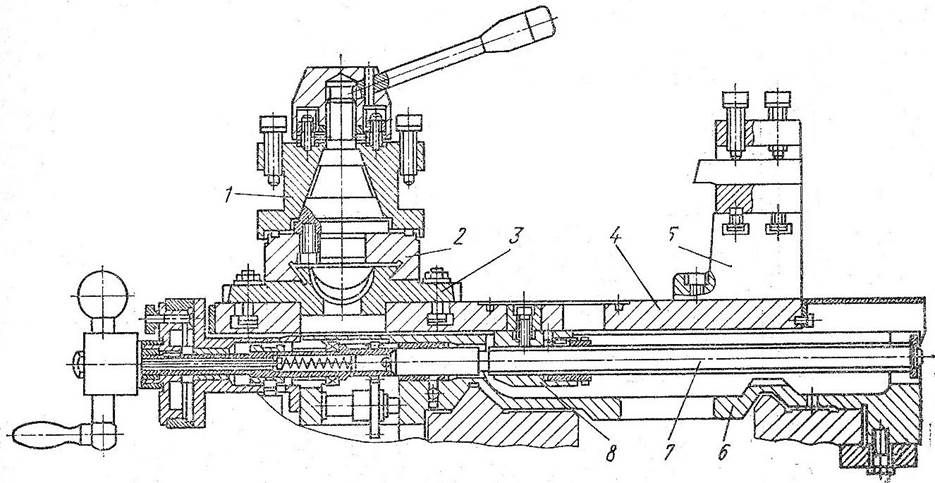
Рис. 1. 5 – Супорт токарно-гвинторізного верстата
Приспособлення для токарних верстатів можна розподілити на два види: приспособлення, призначені для кріплення деталей, і приспособлення призначені для кріплення інструмента. До першого виду відносяться патрони(само центруючи і поводкові, хомутики, опорні центри, люнети і оправки).
Верстати постачають пристроями для автоматичного вимикання механічної подачі при досягненні заданої глибини обробки. Глибина обробки встановлюється за допомогою механізму, змонтованого на лівій стороні головки. Механізм приводиться в дію зубчастою парою й має диск із кулачками для установки глибини свердління й автоматичного вимикання з реверсом, а також лімб для візуального відліку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.