Точностные исследования наиболее трудоемки и проводятся на стендах, где стремятся устранить влияние внешних сил, передаваемых в виде колебания фундамента, колебания температур и др. В большинстве случаев при измерениях применяют контрольные тела, закрепленные на фланце или на самом захвате. Можно в захвате закреплять датчик или набор датчиков. Контрольные тела применяются и виды шаров, кубиков, цилиндров, призм, линек и сложных тел, пример, двух или трех шаров, позволяющих более точно определить угловые смещения. Число индикаторов, контактных или бесконтактных датчиков перемещения в зависимости от задач измерения колеблется от 1 до 6. В последнем случае измеряются как линейные, так и угловые смещения. У роботов с контурным управлением пространственные перемещения контролируются с помощью линеек, расположенных под различными углами. Бесконтактные датчики закрепляются на фланце захвате. Точностные характеристики разделяются на погрешности позиционирования и отработки траектории. Погрешности позиционирования складываются из статических, квазистатических и динамических (систематических и случайных). Прогибы руки робота различны при различном весе груза, вылетах и направлении движения.
Поэтому они не всегда компенсируются у переналаживаемых конструкций роботов. При эксплуатации и возникают смещения нуля настройки, устраняемые при обслуживании. К квазистатическим погрешностям отнесены сравнительно медленно изменяющиеся смещения узлов в процессе их прогрева. Наибольшее количество составляющих относится к динамическим погрешностям, возникающим во время движения или под действием окружающей среды и источников питания энергии (разброс сигналов системы управления при изменении напряжения в сети, колебание фундаментов, воздушные потоки и т.д.). На случайные и систематические погрешности оказывают влияние погрешности изготовления датчиков внутренней системы измерения робота или расстановка упоров манипулятора.
Наиболее значительное влияние имеют динамические характеристики динамической системы манипулятора и привода. Сказывается сложное влияние ускорений при совмещенном движении на инерционные нагрузки (кориолисово ускорение), неравномерная нагрузка на привод и др. В результате изменяются характеристики на участке торможения и при подходе захвата к рабочему положению возникают длительные значительные колебания. Их уровень снижают введением обратной связи и усложнением системы управления.
Исследование кинематических и динамических характеристик роботов облегчают правильный выбор скорости и траектории движения и методов и средств диагностирования.
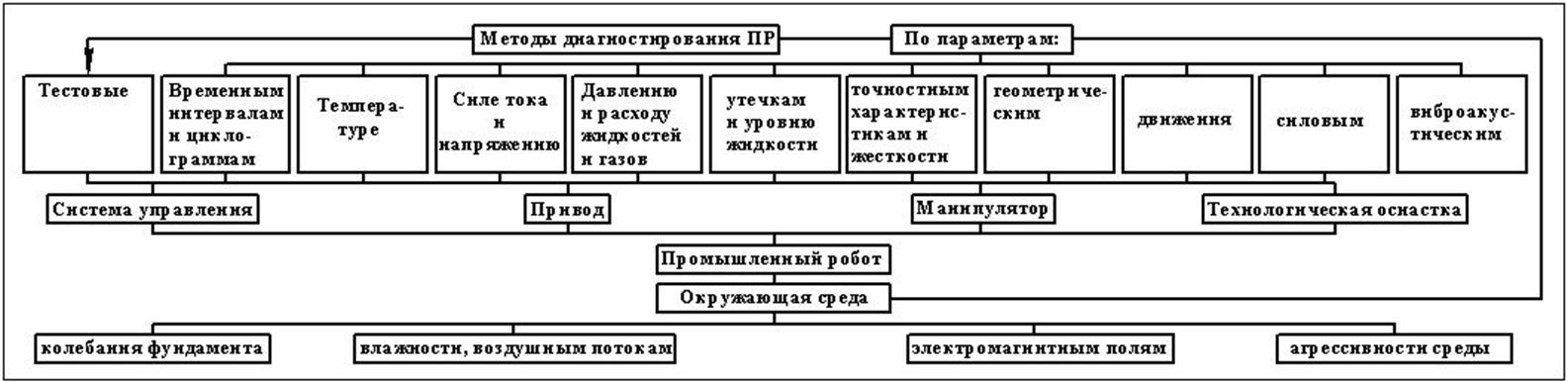
Основными методами диагностирования роботов следует считать:
а) тестовые методы для стоек систем управления;
б) по длительности цикла и его элементов и температуре (обеспечивает
система управление);
в) по параметрам движения (системе встроена в робот и стойку с микропроцессом или используется внешняя система с записью и последующей автоматизированной обработкой);
г) по параметрам движения, силовым и энергетическим параметрам с записью на самописец и расшифровкой данных с помощью эталонных осциллограмм и дефектных карт;
д) по виброакустическим параметрам (с записью и хранением в ЭВМ);
е) по точностным характеристикам (автоматизированные и неавтоматизированные методы).
На рис. 2.28 приведены методы диагностирование роботов.
|
|
Рис.2.28 Методы диагностирования роботов.
Последний метод наиболее трудоемкий и слабо разработанный. Вопросы контроля точности решаются внутренней системой диагностики с помощью дополнительной оснастки. Используемые методы при диагностике робота определяются конструкцией робота и областью его применения.
Включение в стойки систем управления дополнительных микропроцессоров позволяет использовать их для целой диагностики. Для локализации неисправных узлов и элементов системы управления используются пакеты программ.
В роботах используются системы аварийной остановки и специального контроля состояния для обеспечения условий техники безопасности. Для предотвращения аварии контролируется температура в шкафу управления. Используют системы диагностики с записью тока или мощности, потребляемого двигателем. Для определения возможности возникновения аварии при аварийной остановке записывают кинематические параметры: перемещения, скорости и ускорения. По этим данным, полученным в самое неблагоприятное время - при максимальной скорости движения, определяются наибольшее ускорение при замедлении, которое может вызвать нарушение положения груза в захвате или его выбрасывание, время реакции на аварийный сигнал и дополнительное время и перемещение, необходимое для полной остановки руки, рассчитываются усилие, действующее на привод захвата и возможная сила удара руки робота о препятствие (при наличии дополнительных данных о виде препятствия и упругих характеристиках руки).
2.4.3. Диагностирование оборудования заготовительных и сборочных цехов.
Рассмотрим систему диагностики цеха литье под давлением с роботизированными ячейками. Контролируемые параметры приведены, датчики и аппаратуре для диагностирования приведены в таблице 2.4.
Таблица 2.4. Диагностические параметры машин для литья под давлением
Как следует из таблицы, контролируются как технологические параметры (рабочее давление, скорость его изменения в момент формирования отливки, температура), так и параметры механизмов и привода литейной машины и манипуляторов с целью проверки их технического состояния. Важнейшими технологическими параметрами являются скорости ведомой части пресс- формы и пресс – штока V2. От характера их изменения (рис.2.29) зависят условия замыкания пресс- форм (V1) и заполнение пресс – формы расплавленным металлом (V2).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.