![]() По справочным данным [14] выбираем
вентилятор типа ВЦ4-70 № 6,3 и электродвигатель 4А80А4УЗ мощность 1,1 кВт.
По справочным данным [14] выбираем
вентилятор типа ВЦ4-70 № 6,3 и электродвигатель 4А80А4УЗ мощность 1,1 кВт.
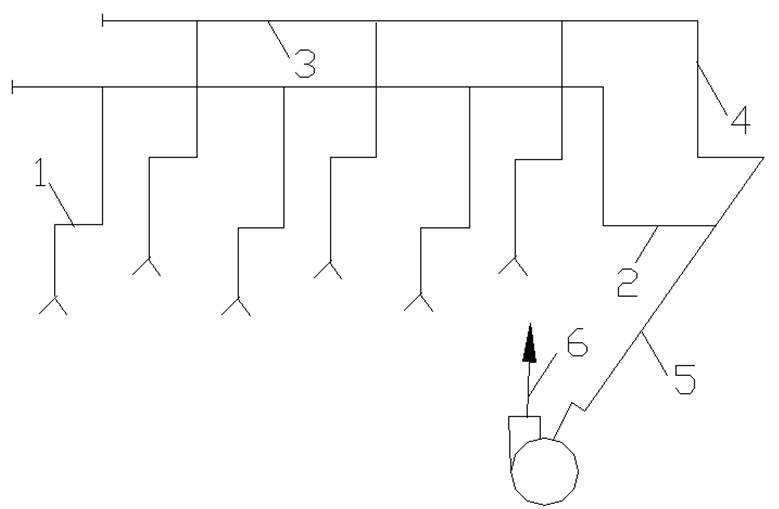
Рисунок 7 — Система воздуховода.
2.4 ИССЕДОВАТЕЛЬСКИЙ РАЗДЕЛ
2.4.1 Анализ технологии сварочных работ при ремонте тележек тепловозов в депо практики
При ремонте челюстных тележек тепловозов выполняется значительный объем сварочных, наплавочных и правочных работ с использованием сварочных аппаратов. В локомотивном депо Брест сварочные работы выполняются ручной электродуговой и газовой сваркой. Основной объем сварочных работ приходится на раму тележки. Посредством сварки и наплавки устраняются трещины, отколы, местные выработки, срезаются старые и привариваются новые детали на раме.
Все сварочные работы при ремонте тележек должны выполняться согласно Инструкции по проведению сварочных работ. Однако часть работ выполняется с нарушением данной инструкции, а часто и с нарушением технологии ремонтного процесса.
Немаловажное значение имеет организация и оборудование сварочных постов. Они должны ограждаться и обеспечиваться достаточным количеством относов для удаления вредных выделений при сварке. Сквозняки на сварочных постах и чрезмерно активное удаление загрязненного воздуха приводит к резким перепадам температуры в зоне свариваемых и наплавляемых поверхностей. Это приводит к изменению структуры металла и ухудшению его прочности.
Часто сварка и наплавка производится без защиты рабочих поверхностей от брызг расплавленного металла. Это приводит к тому, что при сборке тележки требуется проводить дополнительные работы по очистке рабочих поверхностей деталей. Данные работы, как правило проводятся ручным способом, то есть при помощи молотка, зубила, напильников, шаберов. Такая обработка отличается низким качеством и способствует быстрому изнашиванию таких деталей, а в последствии и выходу из строя сборочных единиц и деталей. Для защиты рабочих поверхностей от брызг расплавленного металла при сварке и наплавке рекомендуется применять асбестовые накладки и накидки или раствор, состоящий из жидкого стекла, воды и мела.
Нередко бывают случаи заварки трещин и производство наплавки электродами несоответствующей марки. Ответственные места: трещины, кронштейны которые испытывают высокие динамические нагрузки, привариваются электродами с тонкими покрытиями, что недопустимо по инструкции проведения сварочных работ. В состав тонких покрытий входят мел и жидкое стекло, которые лишь способствуют устойчивости горения дуги. Такие электроды как правило используются для сварки малоответственных деталей, работающих при статических нагрузках. Для сварки деталей которые работают под воздействием динамических нагрузок надо использовать электроды с толстыми покрытиями. В состав толстых покрытий электродов входят газообразующие и шлакообразующие вещества, легирующие вещества и раскислители. Использование электродов с толстыми покрытиями способствует формированию сварочного шва с повышенными механическими свойствами. А для значительного наращивания изношенных поверхностей деталей тележки следует пользоваться специальными наплавочными электродами, обеспечивающими получение плотного слоя металла необходимой твердости.
При приварке наличников имеются случаи нарушения технологии пригонки их на раме тележки. В некоторых местах наблюдается неполное прилегание наличников, что приводит к некачественному шву. Чтобы этого избежать, следует более точно пригонять наличники, проверяя плотность прилегание по пятну контакта, площадь которого должна быть не менее 75% от площади поверхности наличника.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.