- Устанавливается в точке 1 (рисунок 13) ожидаемое превышение кромок и осуществляем прихватку в этой точке. Далее устанавливаем прихватку в точке 2, затем в точке 3 и 4. После этого прихватки устанавливаются в той же последовательности согласно схеме представленной на (рисунке 13). Длина прихваток 30 мм. Количество прихваток 12 шт. Прихватку выполняют электродами УОНИИ 13/55 диаметром 3,0 мм, ток постоянный, полярность обратная.
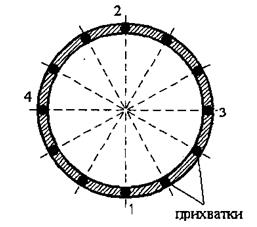
Рисунок 13 - Схема постановок прихваток при сборке
- Опускаются гидроцилиндры и отводится сборочная скобу от собранных обечаек.
- Зачищается собранный стык металлической щеткой или шлифовальной машинкой.
- Подается собранная конструкция на сварку кольцевых стыков.
2.3.3 Сборка эллиптического днища с корпусом вакуумной колонны
При сборке эллиптических днищ с корпусом сварные швы днищ не должны совпадать с продольными швами корпуса. Расстояние между швами должно быть примерно 3S, но не менее чем на 100 мм.
Сборка эллиптических днищ с корпусом производится на специальной сборочной установке, согласно рисунку 14.
Последовательность сборки:
- Днище укладывается на ложемент и фиксируется при помощи шести удерживающих пневмоцилиндров. При помощи подъемника днище на ложементе поднимается и стыкуется с корпусом.
- Устанавливается зазор в стыке и превышение кромок при помощи установочных пневмоцилиндров с секционным управлением.
1- ложемент для днища; 2-поворотный механизм; 3-пневмоцилиндры; 4-днище, собираемое с корпусом; 5-фиксирующие планки; 6-роликовый стенд;
7-собираемый корпус
Рисунок 14 – Схема сборки днища с корпусом колонны
Величина зазора в стыке согласно ГОСТ
16098-80 ![]()
Согласно ОСТ 26.291-94 превышение кромок для кольцевых стыков обечаек
изготовленных из биметалла составляет - ![]() Δ ≤ 10% от S металла, но не более 3мм
и не более 1/2 от S плакирующего слоя т.е. Δ≤1,5мм.
Δ ≤ 10% от S металла, но не более 3мм
и не более 1/2 от S плакирующего слоя т.е. Δ≤1,5мм.
- Производится фиксирование в точке 1 (рисунок 15.) ожидаемое превышение кромок.
Рисунок 15 - Схема установки прихваток
- Осуществляется прихватка в этой точке. Далее устанавливается прихватка в точке 2, затем в точках 3 и 4. Длина прихваток 30 мм. Количество прихваток 12 шт. Прихватку выполняют электродами УОНИ 13/55 диаметром 3,0 мм, ток постоянный, полярность обратная. После этого прихватки устанавливаются в той же последовательности согласно схеме .
- затем собранная часть корпуса передается на стенд для сварки всех кольцевых стыков.
2.3.4 Сборка полусферического днища с корпусом колонны
Согласно ОСТ 26.291-94:
1 - нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно обеспечиваться соблюдением размеров, указанных в конструкторской документации;
2 - смещение t нейтральных осей полушаровой части
(рисунок 16) днища и переходной части обечайки корпуса не должно превышать 0,5 ![]() , где
, где ![]() -
толщина обечайки,
-
толщина обечайки, ![]() - толщина
днища; высота h переходной части обечайки корпуса должна быть не менее 3у (у -
расстояние от края днища до края обечайки).
- толщина
днища; высота h переходной части обечайки корпуса должна быть не менее 3у (у -
расстояние от края днища до края обечайки).
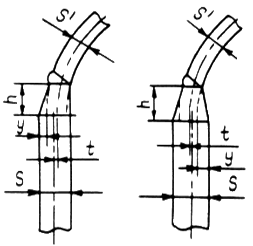
Рисунок 16 - Узел соединения днища с обечайкой
Сборка полусферического днища с обечайкой, в узел II, производится при вертикальной ориентации блоков.
Сборочные операции производим на сборочно-сварочном столе с применением УСП.
Последовательность сборки:
- Предварительно собранная и сваренная обечайка укладывается, мостовым краном, вертикально на сборочно-сварочный стол (рисунок 17).
- Закрепляется вертикально на столе специальными упорами.
- Устанавливаются и прихватываются к верхней кромке обечайки фиксирующие планки, обеспечивающие точную пристыковку днища.
- Краном, поверх обечайки, подается полусферическое днище и производится состыковка.
- Одновременно со
стыковкой производится выдержка необходимого зазора ![]() , специальными шаблонами, для дальнейшей сварки узла,.
, специальными шаблонами, для дальнейшей сварки узла,.
1- сборочно-сварочный стол; 2- постоянные упоры; 3- обечайка;
4- фиксирующие планки; 5- полусферическое днище
Рисунок 17 – Схема сборки полусферического днища с корпусом в узел II
- Проверяется правильность совпадения осей полушаровой части днища и переходной части обечайки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.