- Производится зачистка сваренных элементов от брызг.
- Сваренный узел кантуется на 180о, для проведения сварочных работ с обратной стороны.
- Производится сварка внутренней стороны кольца с юбкой опоры.
- Осуществляется сварка ребер жесткости с кольцом.
- Производится зачистка сварных соединений от брызг.
- Набивается клеймо сварщика.
2.7.4 Приварка штуцеров и люков к корпусу вакуумной колонны
Приварка штуцеров и люков к корпусу колонны производится полуавтоматической сваркой в газовых смесях.
Последовательность выполнения сварочных работ заключается в следующем:
- Производится сварка патрубка с корпусом вакуумной колонны. Первоначально проваривается полуавтоматической сваркой в газовой смеси 93% Ar+5%CO2+2%O2 корень шва, c применением сварочной проволоки
Св-08Х20Н9Г2Т, затем производится наложение полуавтоматической сваркой в этой же смеси, проволокой Св-08Г2С последующих слоев до полного заполнения разделки.
- Осуществляется зачистка сварного соединения от брызг металла.
- Производится контроль сварного соединения рентгенографическим методом.
- Приваривается укрепляющее кольцо полуавтоматической сваркой в смеси 80% CO2 + 20% O2 , проволокой Св-08Г2С.
- Производится зачистка сварных соединений от брызг.
- Набивается клеймо сварщика.
2.8 Расчет и выбор режимов сварки
Расчет режимов сварки продольного и кольцевого стыков обечаек
Рисунок 21– Схема последовательности наложения слоев при сварке
I. Расчет режимов сварки основного слоя
1. Устанавливаем требуемую глубину проплавления:
![]() (10)
(10)
2. Определяем силу сварочного тока, обеспечивающего заданную глубину проплавления:
 , где (11)
, где (11)
![]() коэффициент
пропорциональности, величина которого зависит от условий проведения сварки;
коэффициент
пропорциональности, величина которого зависит от условий проведения сварки;
Для ![]() и
флюса АН-348-А
и
флюса АН-348-А ![]()
 (12)
(12)
Принимаем ![]()
3. Определим диаметр электродной проволоки по формуле (13);
 (13)
(13)
Принимаем ![]() .
.
4. Для принятого диаметра электродной проволоки и силы сварочного тока определяем напряжение на дуге:
 (14)
(14)
5. Определим скорость сварки из
сохранения геометрического подобия ванны, произведение ![]()
отсюда  (15)
(15)
Коэффициент ![]() зависит
от диаметра электродной проволоки, для
зависит
от диаметра электродной проволоки, для ![]() ,
,
 .
.

6. Определим погонную энергию:
 (16)
(16)
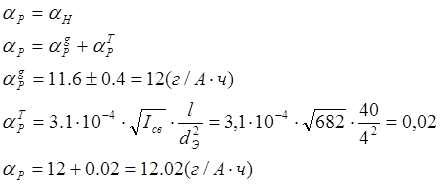
7. Рассчитаем коэффициент формы провара:
 где
(17)
где
(17)
![]()

8. Рассчитываем глубину провара:
 (18)
(18)
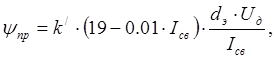
9. Определим ширину валика:
![]() (19)
(19)
10. Задаем вылет электрода:
![]()
11. Определяем коэффициент наплавки:
 (20)
(20)
12. Рассчитаем скорость подачи электродной проволоки:
 (21)
(21)
Принимаем ![]()
13. Определяем площадь наплавленного металла:
 (22)
(22)
14. Рассчитываем высоту валика:
 (23)
(23)
15. Рассчитаем высоту шва:
![]() (24)
(24)
16. Рассчитаем коэффициент формы валика:
17. Определим количество проходов при сварке основного слоя выполняемых на одном режиме:
Сварка внутреннего шва основного металла производится в один проход, а сварка наружного шва обечайки производится, на тех же режимах, что и внутренний, в три прохода.
II. Расчет режимов сварки плакирующего слоя
1. Устанавливаем требуемую глубину проплавления:
![]() (25)
(25)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.