- Устанавливаются и прихватываются между узлами стяжные приспособления (рисунок 18).
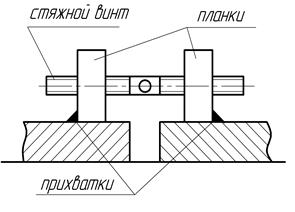 |
Рисунок 18 – Стяжные приспособления
- Устанавливается, с помощью стяжек,
необходимый зазор под сварку. Зазор контролируется специальными шаблонами и
составляет ![]()
- Производятся прихватки ручной дуговой сваркой, электродами марки УОНИИ 13/55, диаметром 3 мм. Количество прихваток 12 штук, длинна прихваток 150 мм. (Схема постановки прихваток аналогична рисунку 15).
- Срезаются газокислородной резкой стяжные приспособления и фиксирующие планки, с припуском 3-5 мм.
- Зачищаются припуски шлифовальной машинкой заподлицо с основным металлом.
- Зачищаются прихватки и собранный стык до чистого металла.
- Подаются краном и присоединяются к корпусу узлы V и II. Выполнение всех сборочных операций производится аналогично сборке предыдущих узлов.
- Собранный корпус вакуумной колонны К-5 отправляется на сварку всех кольцевых стыков.
2.3.7 Разметка корпуса под штуцера и люки
Задачей разметки является определение координаты центра отверстия штуцера или люка согласно основному виду и плану расположения штуцеров и люков. Применим способ разметки с помощью лазера. Принцип данного способа заключается в следующем. Выбирается базовая плоскость, как правило, кольцевой стык днища по оси шва или плоскость разъема корпуса и второго днища. Намечается базовая линия, за которую принимается продольная линия, на которой располагается максимальное количество штуцеров и люков, отмечают от базовой плоскости расстояние, на котором расположена плоскость, в которой находится отверстие. После чего определяется угол, под которым располагается в этой плоскости искомый центр отверстия, относительно базовой линии. В месте найденного центра производят насечку керном сверлят отверстие либо вырезают (в зависимости от диаметра).
1-лазерный генератор; 2-поворотный отражатель с лимбом; 3-размечаемый корпус; 4-центр отверстия под люк
Рисунок 19 - Схема лазерной разметки корпуса под штуцера
При лазерной разметке на горизонтальной площадке устанавливается лазерный генератор, который дает прямой жесткий луч вдоль корпуса, на пути луча ставится отражатель, который одновременно с фиксацией точки, где расположен штуцер может фиксировать плоскость внутри корпуса, или на этой плоскости имеется штуцер или люк. Отражатель также имеет световой лимб с указателем углов, под которым располагается центр отверстия. Разметка штуцеров и люков, располагаемых на днище, как правило, производится до установки его в корпус. Перемещая отражатель на требуемое расстояние определяют центры всех штуцеров и люков.
После определения всех центров осуществляется их сверление насквозь сверлом диаметром 6…12 мм. Для вырезки отверстий используется переносная установка для кислородной вырезки отверстий в корпусах.
2.3.8 Вырезка отверстий под штуцера и люки
В конструкции изготавливаемой вакуумной колонны К-5 предусмотрены штуцера и люки, поэтому для вырезки отверстий в корпусе применим специализированную переносную установку.
Данная установка обеспечивает перпендикулярное положение резака относительно поверхности корпуса, а так же одновременно с вырезкой производит подготовку кромок под сварку.
Переносная установка для механизированной вырезки отверстий в корпусах аппаратов устанавливается на поверхности обрабатываемого аппарата. Размещается с помощью центроискателя и регулируемой радиальной системы, приводимой во вращение электродвигателем. Имеет газопламенный резак.
Таблица 5 - Техническая характеристика переносной установки для
кислородной резки отверстий в корпусах
|
Параметр. |
Величина. |
|
Диаметр обрабатываемых аппаратов, мм Диаметр вырезаемых отверстий, мм Толщина стенки корпусов аппарата, мм Габаритные размеры, мм Масса, кг |
1000-8000 50-1000 5-150 1750x425x635 36 |
2.3.9 Требования к установке штуцеров, люков и укрепляющих колец
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.