- Зачищается собранный стык металлической щеткой или шлифовальной машинкой.
- Подается заготовка на сварку продольного стыка.
2.3.2 Сборка обечаек между собой в корпус
Сборка кольцевого стыка между обечайками является наиболее трудоемкой операцией.
Требования к изготовлению корпусов по ОСТ 26 291-94:
1. После сборки обечаек в корпус без днищ длина L корпуса должна отвечать следующим требованиям:
1.1 Отклонение по длине цилиндрической части ± 0,3%, но не более ± 75 мм.
1.2. Отклонение от прямолинейности корпуса не должно быть более 2 мм на 1 м длины, но не более 20 мм при длине корпуса меньше либо равной 10 м и не более 30 мм при длине корпуса более 10м.
1.3 Отклонение внутреннего (наружного) диаметра корпуса сосудов за исключением теплообменных аппаратов, не должно быть более ± 0,3%, номинального диаметра.
Относительная овальность А корпуса сосудов, за исключением теплообменных аппаратов, а также аппаратов, работающих под вакуумом или наружным давлением, не должна превышать 1%.
Сборка осуществляется на специальной установке (рисунок 12) последующим наращиванием обечаек в корпус. Предварительно все обечайки данного корпуса подвергают измерению периметра с обеих сторон. Сборку обечаек в корпус производят на механизированном стенде в горизонтальном положении в следующей последовательности:
- Устанавливаются на роликовый стенд первые две обечайки (рисунок 12). Согласно требованиям ОСТ 26.291-94, продольные стыки обечаек не должны быть продолжением друг друга, смещаться на расстояние не менее 3-х кратной толщины металла, но не менее 100 мм.
Причем продольные стыки должны располагаться в одной плоскости. Это связано с тем, что продольные стыки отвечают за прочность конструкции и поэтому должны находиться в зоне осмотра.
Согласно ОСТ 26.291-94 перекрещивающиеся швы не допускаются в сосудах работающих под давлением более 1,6 МПа из-за сложного напряженного состояния в них. В некоторых случаях, при давлении менее 1,6 МПа и условии 100% автоматической сварки всех швов и 100% ультразвукового или рентгеновского контроля перекрещивающиеся швы могут быть допущены.
Вакуумная колонна работает под давлением вакуума 60 мм.рт.ст., но целесообразно будет избежать перекрещивающихся швов. Согласно вышеперечисленным требованиям ОСТ 26.291-94 величину смещения продольных стыков обечаек в корпусе принимаем равным 100 мм.
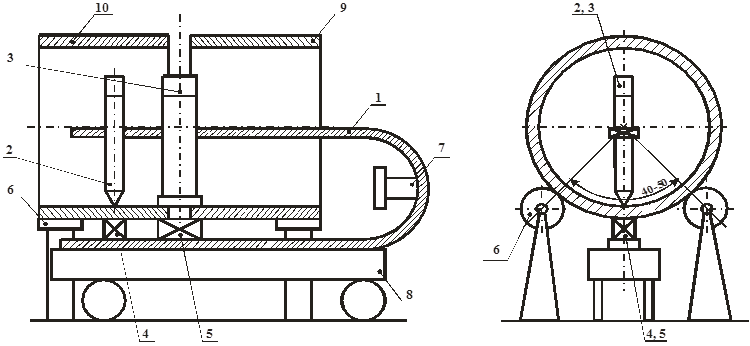
1 - сборочная скоба; 2 - винт; 3 - винт с наконечником; 4 - пневмоцилиндр винта; 5 -пневмоцилиндр, который совместно с винтом обеспечивает устранение превышения кромок; 6 - роликовый стенд; 7 – гидротолкатель; 8-тележка; 9 и 10 -собираемые обечайки; 10 - тележка сборочной установки; 11 - привод вращения роликового стенда.
Рисунок 12 - Установка для сборки обечаек в корпус![]()
- Устанавливаются первые
две обечайки так, что бы их стык находился на линии винта 3 с зазором,
несколько превышающим требуемый зазор в стыке. Величина зазора в стыке должна
быть![]() Затем винтом 2
и пневмоцилиндром 4 закрепляют левую обечайку 10, предотвращая ее перемещение
при установке зазора в стыке. Устанавливается в зазор щуп толщиной 2 мм и гидротолкателем
7 обечайка 9 передвинется к обечайке 10, таким образом, устанавливая зазор в
стыке. После этого отпускается винт 3 вниз до предела.
Затем винтом 2
и пневмоцилиндром 4 закрепляют левую обечайку 10, предотвращая ее перемещение
при установке зазора в стыке. Устанавливается в зазор щуп толщиной 2 мм и гидротолкателем
7 обечайка 9 передвинется к обечайке 10, таким образом, устанавливая зазор в
стыке. После этого отпускается винт 3 вниз до предела.
- Устанавливается минимальное превышение кромок не превышающее допустимое.
Согласно
ОСТ 26.291-94 превышение кромок для кольцевых стыков обечаек изготовленных из биметалла составляет - ![]() Δ ≤ 10% от S металла, но не более 3мм
и не более 1/2 от S плакирующего слоя т.е для S=25 Δ ≤ 1,5мм.
Δ ≤ 10% от S металла, но не более 3мм
и не более 1/2 от S плакирующего слоя т.е для S=25 Δ ≤ 1,5мм.
Согласно ОСТ 26.291-94 превышение кромок для кольцевых стыков обечаек изготовленных из монометалла составляет - при S≤20 мм -
- Δ ≤ 10% от S+1мм т.е для S=20 Δ ≤ 3мм.
Для равномерного распределения ожидаемого превышения кромок, по всему периметру стыка пользуясь щупами, устанавливается в точке 1 щуп той величины, которая ожидается при общей сборке, не допуская удвоения превышения кромок в противоположной точке 2 (рисунок 13).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.