Для ведомого вала, выбираем муфту упругую фтулочно-пальцевую.
Из таблицы К2[2] в зависимости от диаметра вала, выписываем технические данные для муфты:
Момент Т, Н·м – 1000;
Габаритные размеры: d=50 мм;
l=110 мм;
L= 226 мм;
D= 200 мм.
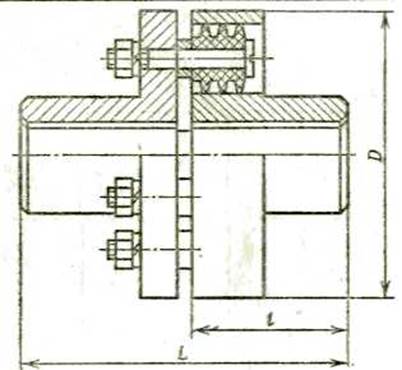
Рисунок 11.1 Конструктивные размер упругой втулочно-пальцевой муфты
Подбор шпонки:
Диаметр вала d=25 мм;
Ширина шпонки b=8 мм;
Высота шпонки h=7 мм;
Глубина паза вала t1=4 мм;
Глубина паза муфтыt2 =3,3 мм;
Длина шпонкиl=50 мм.
Рабочую длину шпонки определяем по формуле:
lp=l-b(8.4.29)
где l – длинна шпонки;
d – ширина шпонки.
lp=50-8=42мм,
Расчет на смятие ведём по формуле:
 ,
(8. )
,
(8. )
где [sсм] – допускаемое напряжение на смятие, [sсм]=100…150 Н/мм2

Подбор шпонки:
Диаметр вала d=50 мм;
Ширина шпонки b=16 мм;
Высота шпонки h=10 мм;
Глубина паза вала t1=6 мм;
Глубина паза муфтыt2 =4 мм;
Длина шпонкиl=100 мм.
Рабочую длину шпонки определяем по формуле:
lp=l-b(8.4.29)
где l – длинна шпонки;
d – ширина шпонки.
lp=100-16=84мм,
Расчет на смятие ведём по формуле:
 ,
(8.4.30)
,
(8.4.30)
где [sсм] – допускаемое напряжение на смятие, [sсм]=100…150 Н/мм2

12. Выбор смазки в зацеплении и подшипниках
Цель: Подобрать смазку для редуктора.
Зацепления смазывают окунанием зубчатых колёс в масло. Уровень масла должен обеспечивать погружение колёс на высоту зуба. Объём масляной ванны (из расчёта 0,5 дм3 на 1кВт передаваемой мощности)
Vм=0,5·8=4 дм3
Вязкость масла выбираем по таблице 8.8[1] в зависимости от окружной скорости. В быстроходной паре V=4,95 м/с рекомендуемая вязкость масла
![]() сСт; в тихоходной V=0,298
м/с рекомендуемая вязкость масла
сСт; в тихоходной V=0,298
м/с рекомендуемая вязкость масла
![]() сСт. Среднее значение
сСт. Среднее значение ![]() сСт. По таблице 8.10[1]
выбираем масло индустриальное И -100А с вязкостью
сСт. По таблице 8.10[1]
выбираем масло индустриальное И -100А с вязкостью ![]() сСт.
сСт.
Подшипники смазываются тем же маслом за счёт разбрызгивания.
Уровень масла контролируют жезловым маслоуказателем при остановке редуктора.
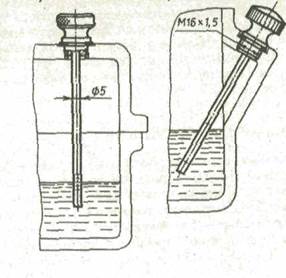
Рисунок 12.1 – Жезловой масломер
13. Сборка редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии с чертежом общего вида редуктора, начиная с узлов валов: на ведущий вал насаживают мазеудерживающие кольца и шарикоподшипники, предварительно нагретые в масле до температуры 80-100 С;
в промежуточный и ведомый валы закладывают шпонки и напрессовывают зубчатые колёса до упора в бурт вала. Затем надевают распорные втулки, мазеудерживающие кольца и устанавливают шарикоподшипники, предварительно нагретые в масле до температуры 80-100 С;
Собранные валы укладывают в основание корпуса редуктора, надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус
С помощью двух конических штифтов; затягивают болты, крепящие крышку.
После этого на ведомый вал надевают распорное кольцо, в подшипниковые камеры закладывают пластичную смазку, ставят крышки подшипников с комплектом металлических прокладок, регулирующих тепловой зазор.
Перед установкой сквозных крышек в проточки закладывают войлочные уплотнения, пропитанные горячим маслом. Проверяют проворачиванием валов отсутствие заклиниваний подшипников (валы должны проворачивать-ся от руки) и закрепляют крышки винтами.
Затем ввёртывают пробку маслоспускного отверстия с прокладкой и жезло-вый маслоуказатель. Заливают в корпус масло и закрывают смотровое отвер-стие крышкой с прокладкой, закрепляют крышку болтами.
Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
Список используемой литературы.
1. Шейнблит А.Е. Курсовое проектирование деталей машин. М., 1991.
2. Анурьев В.Н. Справочник конструктора – машиностроителя. М., 1982.
3. Чернавский С.А., Боков К.Н., Чернин И.М., Ицкович Г.М., Козинцов В.Н. Курсовое проектирование деталей машин. М., 1988.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.