






















Введение.
В результате изучения предмета учащийся должен знать:
1) место и роль ЭСПУ станками, пром. роботами, программируемых контроллеров, их задачи и функции;
2) основы построения микропроцессорных ЭСПУ;
3) элементную базу;
4) схемотехнику ЭСПУ токарным станком и программируемого контроллера на уровне принципиальной схемы;
5) алгоритмы управления МП ЭСПУ, структуру и состав ПО;
6) методику проектирования электрических схем.
Должен уметь:
1) читать принципиальные схемы и производить анализ их работы;
2) разрабатывать принципиальные электрические схемы электронных устройств для ЭСПУ;
3) выполнять проверку состояния устройств и их основных частей с использованием диагностического оборудования.
Основные термины и определения:
Модель управления
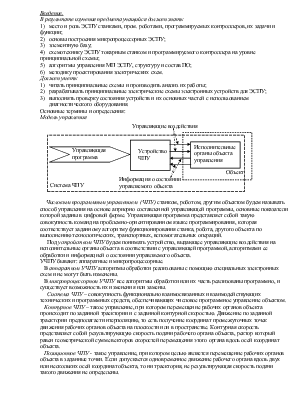
Числовым программным управлением (ЧПУ) станком, роботом, другим объектом будем называть способ управления на основе априорно составленной управляющей программы, основные показатели которой заданы в цифровой форме. Управляющая программа представляет собой такую совокупность команд на проблемно-ориентированном языке программирования, которая соответствует заданному алгоритму функционирования станка, робота, другого объекта по выполнению технологических, транспортных, вспомогательных операций.
Под устройством ЧПУ будем понимать устройство, выдающее управляющие воздействия на исполнительные органы объекта в соответствии с управляющей программой, алгоритмами ее обработки и информацией о состоянии управляемого объекта.
УЧПУ бывают: аппаратные и микропроцессорные.
В аппаратном УЧПУ алгоритмы обработки реализованы с помощью специальных электронных схем и не могут быть изменены.
В микропроцессорном УЧПУ все алгоритмы обработки или их часть реализованы программно, и существует возможность их изменения или замены.
Система ЧПУ – совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление объектом.
Контурное ЧПУ – такое управление, при котором перемещение рабочих органов объекта происходит по заданной траектории и с заданной контурной скоростью. Движение по заданной траектории предполагает интерполяцию, то есть получение координат промежуточных точек движения рабочих органов объекта на плоскости или в пространстве. Контурная скорость представляет собой результирующую скорость подачи рабочего органа объекта, ректор который равен геометрической сумме векторов скоростей перемещения этого органа вдоль осей координат объекта.
Позиционное ЧПУ - такое управление, при котором целью является перемещение рабочих органов объекта в заданные точки. Если допускается одновременное движение рабочего органа вдоль двух или нескольких осей координат объекта, то ни траектория, не результирующая скорость подачи такого движения не определены.
Цикловым программным управлением станком, роботом, другим объектом будем называть способ управления на основе априорно составленной управляющей программы, основным содержанием которой является описание дискретного процесса из конечного множества законченных операций с установлением для них отношений следования и параллелизма.
В соответствии с международной классификацией все УЧПУ делятся на классы:
- NC (Numerical Control) – управление обработкой на станке по программе, заданной в кодированном виде.
-HNC (Hand NC) – оперативная система с ручным заданием программы на пульте управления.
- CNC (Computer NC) – система содержит одну или несколько микроЭВМ с программной реализацией алгоритмов.
-DNC (Direct NC) – система управления группой станков от общей ЭВМ.
-PLC (Programmabel Controller) – устройство выполнения логических функций, в том числе релейной автоматики. Может входить в состав системы ЧПУ.
-FMS – гибкая производственная система – комплекс технологического оборудования и системы управления от ЭВМ, обладающий свойством автоматизированной переналадки при производстве изделий определенной номенклатуры.
-FMM – гибкий производственный модуль – состоит из единицы технологического оборудования (многооперационного станка) с локальным накопителем-транспортером заготовок, деталей, инструмента.
Классификация станков с ЧПУ:
1) Станки токарной группы предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения, а также для нарезания наружных и внутренних резьб.
2) Станки сверлильно-расточной группы предназначены для сверления и растачивания деталей различного квалитета точности, а также для комплексной сверлильно-расточной обработки.
3) Станки фрезерной группы предназначены для фрезерования деталей простой и сложной конфигурации, корпусных деталей, а также для комплексной сверлильно-фрезерно-расточной обработки различных деталей.
4) Станки шлифовальной группы предназначены для финишной обработки деталей.
5) Многоцелевые станки предназначены для сверлильно-фрезерно-расточной обработки призматических корпусных и плоских деталей, а также для токарной обработки тел вращения с последующим их сверлением, фрезерованием и растачиванием.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.