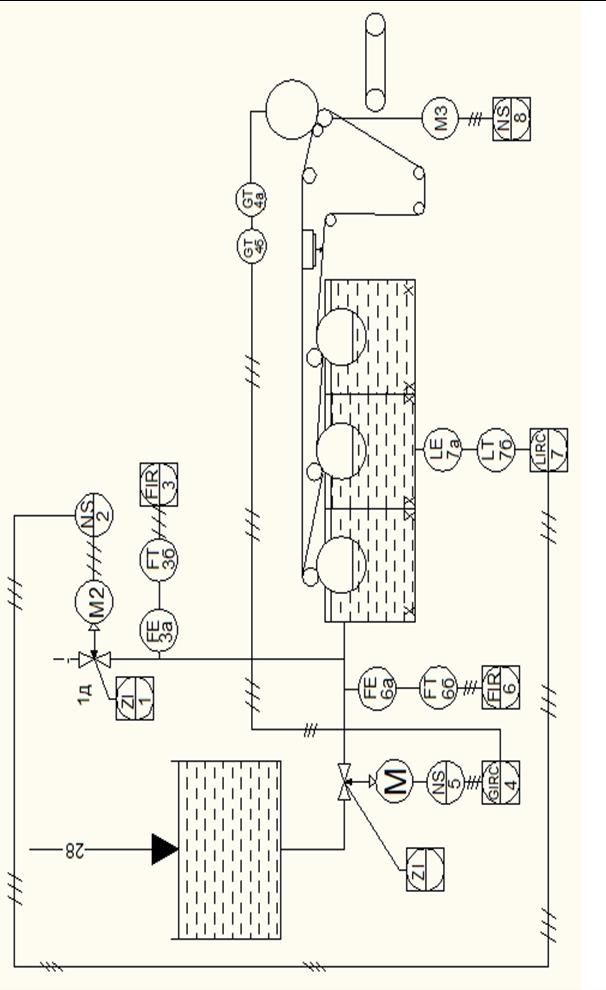
а) контур регулирования толщины пленки;
б) контур регулирования уровня в ваннах;
в) измерение подачи массы;
г) измерение подачи воды.
Контур регулирования толщины. Толщина пленки измеряется толщиномером (4а, 46) с унифицированным выходным сигналом 0-5мА. Далее сигнал поступает на регулирующий микропроцессорный контроллер SIMATIC S7-400, где формируется управляющее воздействие. Это воздействие подаётся на пускатель бесконтактный реверсивный ПБР-2М (1г), который воздействует на электрический исполнительный механизм МЭО 16/160 (Ml), регулирующий расход массы в ванны. Расход массы измеряют электромагнитным расходомером ИР-61 (6а,6б).
Контур регулирования уровня в ваннах. Уровень в ваннах измеряется с помощью емкостного уровнемера РУС с унифицированным выходным сигналом 0-5мА. Далее сигнал поступает на регулирующий микропроцессорный контроллер КР-300Ш, где формируется управляющее воздействие. Это воздействие подаётся на пускатель бесконтактный реверсивный ПБР-2М, который воздействует на электрический исполнительный механизм МЭО 16/160 (М2), регулирующий расход воды в ванны. Расход воды измеряют с помощью камерной диафрагмы ДК 0,6-100 (4а). Перепад давлений измеряется преобразователем разности давлений Сапфир - 22ДД сигнал с преобразователя поступает на контроллер.

4.2 Разработка схемы подключения контроллера SIMATIC S7-400 к объекту автоматизации
Схема подключения контроллера SIMATIC S7-400 к технологическому объекту управления приведена на рисунке 41.
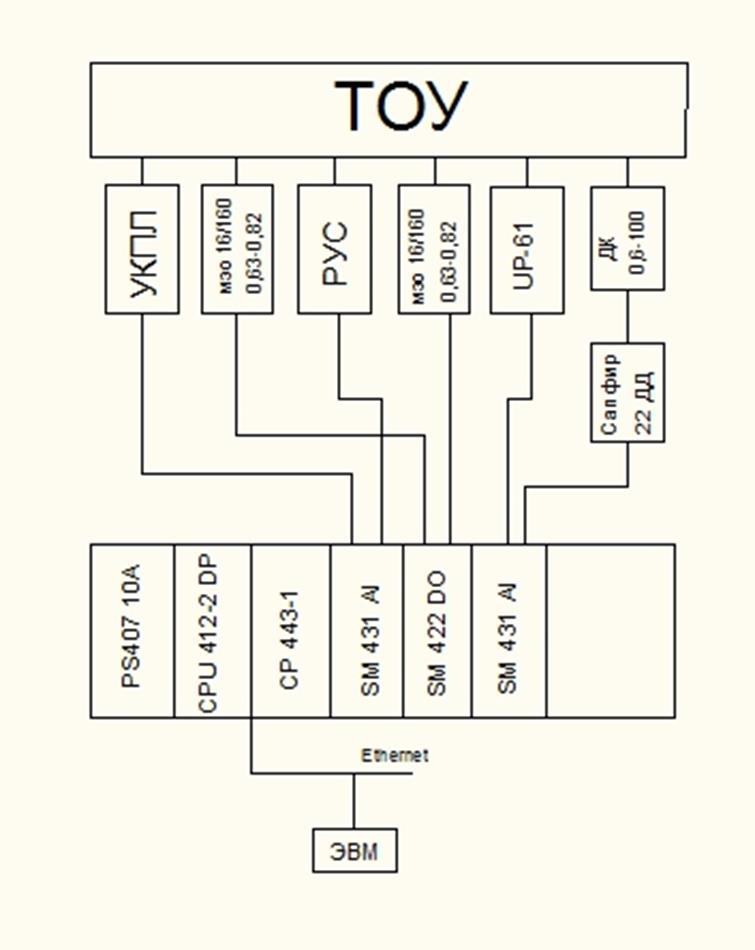
Рисунок - Схема подключения контроллера Simatic S7-400 к объекту автоматизации.
5.Технико - экономическое обоснование проектных решений
5.1 Анализ рынка сбыта продукта
Используемые в данном проекте средства автоматизации могут быть использованы для контроля физико-химических процессов, например, формование, увеличивая качество готовой продукции, в данном случае асбестоцементных листов, уменьшается разброс по выходным контролируемым параметрам, следовательно, сокращаются потери от брака и происходит увеличение выпуска продукции.
Одним из направлений технической политики является решение многих технических вопросов, связанных с производством, хранением и транспортированием этих продуктов.
С развитием химической технологии и совершенствованием оборудования усложняются задачи, возникает необходимость применения широкого ассортимента приборов, аппаратов и арматуры, следовательно, повышается ответственность службы КИП и А. В связи с усложнением оборудования, применяемого в химических производствах (средства автоматизации, средства вычислительной техники, компьютеры), повышаются требования к качеству его ремонта.
Повышение требований к качеству химической продукции ставит новые, более сложные задачи перед службой КИП и А и заводскими лабораториями.
5.2 Расчет капитальных вложений в автоматизацию
Капитальные вложения в автоматизацию складываются из затрат на научные исследования, эксперименты и проектирование (производственные затраты); приобретение, изготовление и монтаж контрольно-измерительных приборов (КИП) и средств автоматизации (СА) технологического и прочего оборудования; строительство и реконструкцию зданий и сооружений, предусмотренных проектом автоматизации.
Разработанный проект схемы автоматизации не предусматривает реконструкцию зданий и замену технологического оборудования, поэтому капитальные вложения на автоматизацию определены как сумма затрат пред- производственный и капиталовложений в КИП и СА.
Также в процессе реконструкции не происходит изъятие никаких приборов и оборудования из процесса производства.
Все существующие приборы остаются для дублирования системы автоматизации на случай выхода из строя.
Поэтому капитальные вложения в автоматизацию определены как сумма вложений на проектирование, монтаж и наладку, транспортно- заготовительные расходы и капитальные вложение в SIMATIC S7-400.
Капитальные затраты на КИП И СА оформлены в виде таблицы 1, Состав и количество КИП И СА определены на основе заказной спецификации, полученной в процессе проектирования системы автоматизации.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.