 |
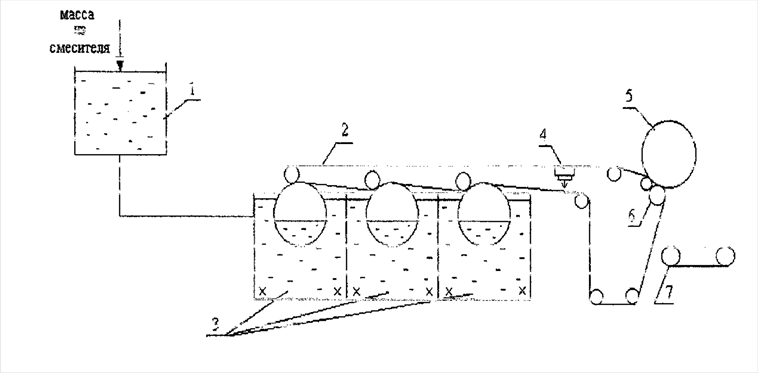
1-ковшевая мешалка; 2-сукно; 3-ванны сеточных цилиндров; 4-вакуум коробка; 5-формовочныи барабан; 6-прессовал;7-подводящий транспортер;
Рисунок 2.1-Технологическая схема агрегата для формования асбестоцементных листов
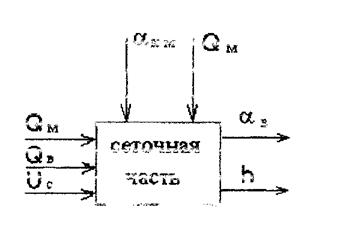
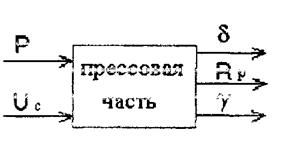
Рисунок 2.2-Упрощенная структурная схема машины для формования асбестоцементных листов
Входные переменные прессовой части - скорость сукна U,и давление пресс валов Р. Выходные переменные - объемная масса (или связанная с ней влажность W) свежесформованного наката γ, прочность при разрыве свежесформованного наката Rp и толщина пленки δ.Показателями качества готовых листов являются объемная масса γ, прочность при изгибе Кизг и толщина листа δл.
Цель оптимального управления при производстве асбестоцементных листов — производительность листоформовочной машины, а критерий оптимальности ее максимум.
В общем виде задачу оптимального управления можно выразить следующим образом:
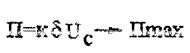
Где П - производительность машины для формования;
K – постоянный для данной машины коэффициент;
UG - скорость сукна.
Отсюда видно, параметром регулирования производительности является толщина пленки. Ее величина определяется толщиной листа δл, заданной ГОСТом, и числом оборотов n форматного барабана. Необходимо не забывать об ограничениях:
а) ограничение на толщину пленки:
δmax>δ>δmin (2)
б) ограничение на скорость сукна:
Uc max>Uc>Uc min (3)
Как видно, параметром регулирования производительности является толщина пленки. Ее величина определяется толщиной листа δл, заданной ГОСТом,и числом оборотов n форматного барабана.
Для обеспечения сменной производительности число оборотов должно быть не более семи. Минимальное n ограничено максимальной толщиной пленки, которую может уплотнить прессовая часть (п=5). Хотя ГОСТ и допускает отклонение толщины листа в сравнительно широких пределах, однако с целью уменьшения расхода сырья желательно, чтобы она была близкой к минимальному допуску. Следовательно, толщина пленки может иметь только три заданных значения, соответствующим трем основным режимам работы листоформовочной машины п=5, 6 и 7.Для получения максимальной производительности оператор стремится работать при максимальной толщине пленки, т.е. при пяти оборотах форматного барабана.
Скорость сукна также является параметром регулирования производительности.
Однако, главный привод листоформовочных машин, выпускаемых серийно заводом-изготовителем, выполнен с тремя регулируемыми ступенями скоростей. Привод изготавливается на базе асинхронного двигателя с фазным ротором, управление производится от роторной станции.
Для получения максимальной производительности стремятся к работе на максимальной скорости Uc. Но как было сказано выше, есть ряд ограничений, накладываемых на скорость и толщину пленки в каждой данной ситуации, определяемой качеством сырья, его обработкой, состоянием машины и конструктивным характеристикам всей линии.
На рисунке 2.3 показана расчетная зависимость производительности листоформовочной машины от скорости сукна при режимах соответствующих n=5, 6 и 7. Как видно, предпочтительным всегда является режим при n=5 (П5>П6>П7)
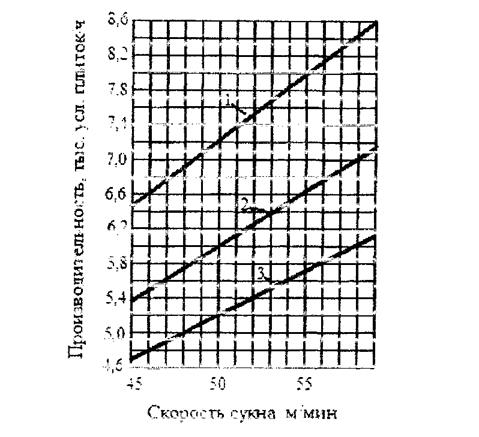
1 - n=5 2 - n=6 3 - n=7
Рисунок 2.3- Зависимость производительности листоформовочной машины от скорости сукна.
Функция производительности обладает рядом специфических особенностей:ограниченным диапазоном изменения переменных; отсутствием по каждой из независимых переменных экстремума, независимостью производной целевой по одной из переменных (скорости сукна) от этой переменной; дискретностью изменения второй переменной (толщины пленки). Математическая формулировка задачи оптимизации состоит в отыскании максимального значения функции двух переменных, т.е. является задачей нелинейного программирования.Особенности процесса формования: линейная зависимость производительности от скорости сукна и фиксированное число оборотов форматного барабана - намного упрощает задачу, давая дополнительную информацию. Но даже это обстоятельство не позволяет вести управление в оптимальном режиме средствами локальной автоматики, з вынуждает применять вычислительную технику.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.