|
Вариант |
Тпп |
φ |
I |
δ дин |
||||||||
|
R1 |
R2 |
|||||||||||
|
ПИ |
ПИ |
5 |
1 |
3,05 |
17.9 |
|||||||
|
Кр=0.55 |
Ти=2.4 |
Кр=55 |
Ти=1.95 |
6 |
1 |
0 |
9.2 |
|||||
|
ПИ |
ПИД |
4 |
1 |
3.04 |
17.4 |
|||||||
|
Кр=0.55 |
Ти=2.4 |
Кр=55 |
Ти=1.95 |
Тд=0.2 |
3 |
1 |
0 |
6.2 |
||||
|
ПИД |
ПИ |
3 |
0.994 |
2.75 |
16.2 |
|||||||
|
Кр=0.62 |
Ти=2.4 |
Тд=0.3 |
Кр=55 |
Ти=1.95 |
3 |
1 |
0 |
7.2 |
||||
|
ПИД |
ПИД |
3 |
1 |
2.74 |
15.6 |
|||||||
|
Кр=0.62 |
|
|
Тд=0.2 |
2 |
1 |
0 |
4.2 |
|||||
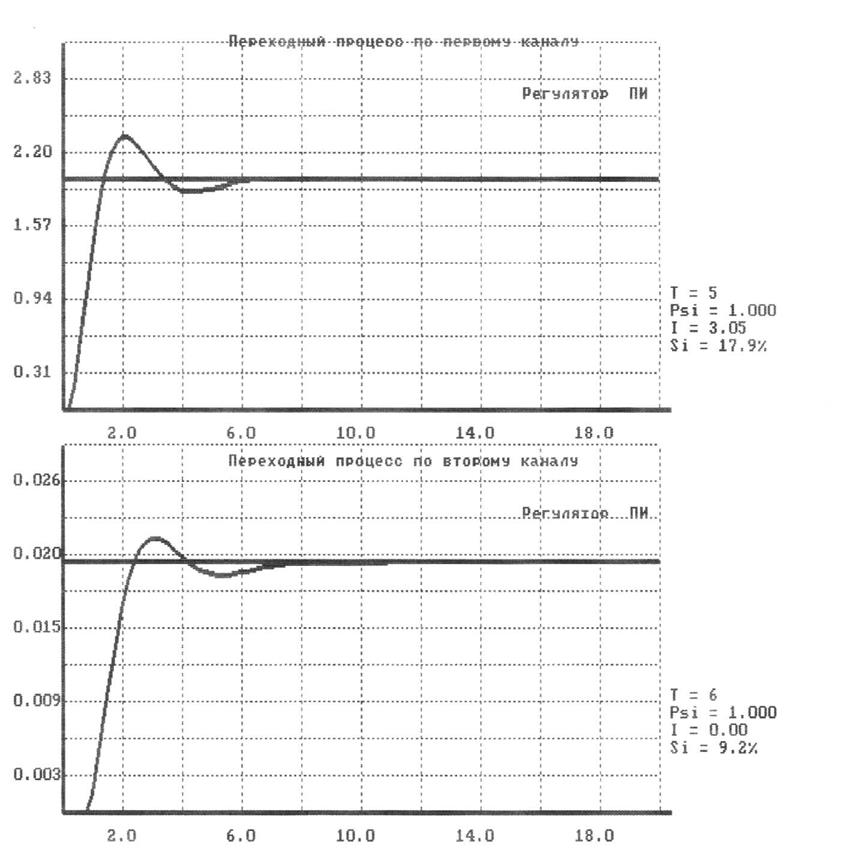
Рисунок 3.8 – Переходный процесс для варианта ПИ-ПИ
Т.к. качество регулирования не удовлетворяет заданному - продолжаем дальнейший расчет.
Подставляем полученные настройки и снимаем кривые разгона для первого и второго эквивалентных объектов, затем по ним определяем параметры эквивалентных объектов. Виды полученных кривых разгона представлены на рисунке: для варианта ПИД - ПИД рис. 3.9,3.10.
Для каждого эквивалентного объекта определяем наилучшие настройки регуляторов R1 и R2.
Подставив найденные настройки регуляторов, снимаем переходные характеристики для всей системы в целом по обоим каналам регулирования. На второй итерации определённые по кривым разгона параметры эквивалентных объектов практически не изменились, поэтому продолжаем итеративный поиск, изменяя параметры регуляторов.
Путем последующих итераций выбираем такой переходный процесс показатели качества которого меньше или равны заданным. Переходные процессы соответствующие требуемому качеству регулирования приведены на рисунке: для варианта ПИД - ПИД рис. 3.11.
Показатели качества систем регулирования по обоим каналам для всей системы в целом приведены в таблице 3.8.
Таблица 3.8 - Показатели качества регулирования всей системы
|
Вариант |
Т1пп |
φ |
I |
δдин |
|||
|
R1 |
R2 |
||||||
|
ПИД |
ПИД |
3 |
1 |
3,14 |
6,3 |
||
|
Кр=0,45 Ти=2,4 Тд=0,3 |
Кр=51 Ти=1,95 |
Тд=0,2 |
3 |
1 |
0 |
2,5 |
|
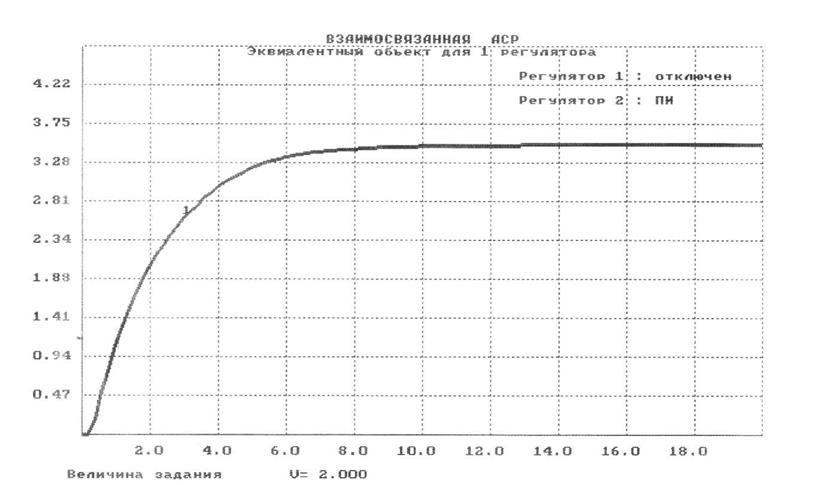
Рисунок 3.9 – Кривая разгона для 1ЭО
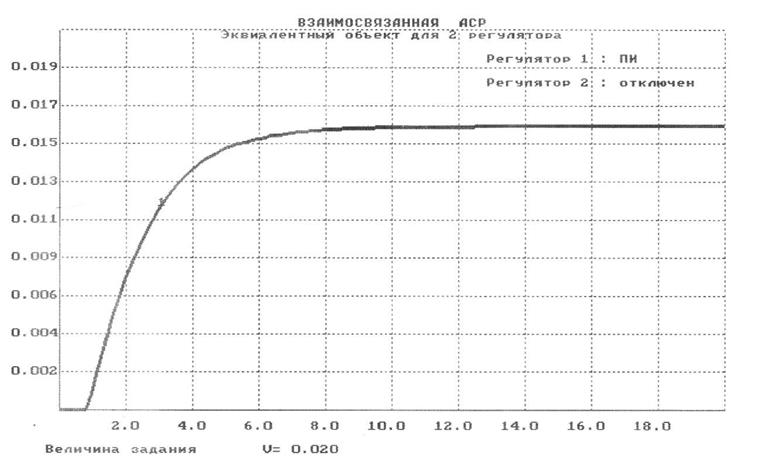
Рисунок – 3.10 Кривая разгона для 2ЭО
Рмсунок 3.11 – Переходный процесс для варианта ПИД-ПИД
4 Разработка технической документации
4.1 Описание схемы автоматизации процесса формования асбестоцементных листов
Схема автоматизации агрегата для формования асбестоцементных листов приведена на рисунке 4.1.
Типы используемых приборов приведены в заказной спецификации (приложение 1).
Автоматизированная система управления технологическим процессом формования имеет двух уровневую структуру.
На нижнем уровне с помощью микропроцессорного контроллера SIMATIC S7-400 производится опрос датчиков, расчет управляющих воздействий и выдача их на исполнительные механизмы.
На верхнем уровне с помощью ЭВМ осуществляется синтез системы управления (структурный и параметрический) и реализация её на контроллере.
Для обеспечения выполнения всех функций системы предусмотрены следующие входные сигналы от технологического объекта управления:
а) толщина пленки;
б) уровень в ваннах.
Для управления процессом используются следующие управляющие воздействия на процесс: измерение подачи массы а) изменение подачи массы в ванны;
б) изменение подачи воды в ванны.
Схемы автоматизации включают:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.