На предприятиях асбестоцементной промышленности внедрены системы автоматического управления, решающие более простую задачу стабилизации режимных параметров и предоставляющие с помощью приборов контроля технологических параметров и устройств управления право выбора режима оператору. Режим, приближающийся к оптимальному, выбирается оператором и поддерживается средствами автоматики следующим образом.
Выбор режима работы сеточной части машины заключается в определении рабочей величины концентрации суспензии в ваннах в соответствии с качеством сырья, состоянием сетки и сукна с таким расчетом, чтобы получаемые изделия удовлетворяли стандарту. В соответствии с выбранным значением концентрации суспензии устанавливают задание на толщину пленки.
Вторым основным параметром сеточной части является уровень суспензии в ваннах. Нижнее значение уровня ограничено требуемым для фильтрации асбестоцемента на сеточных цилиндрах – гидростатическим давлением верхнее - качеством свежесформованного наката. Уровень суспензии необходимо стабилизировать на одном из значений, независимо от изменения свойств сырья идругих условий.Режим уплотнения листа характеризуется двумя параметрами: величиной удельного давления и числом слоем в листе(т.е. количеством циклов прессования). Уплотнение ведется по заданной стандартом объемной массе, которая при данномсоставе сырья и толщины пленки от влажности сформованного наката. С помощью пресс валов производится регулирование влажности.Как было сказано выше, чтобы получить высокую производительность, необходимо скорость сукна поддерживать на максимальном уровне, однако ее верхнее значение ограничено скоростью укладчика на волнировочно - стопирующем агрегате, а также скоростью отводящего транспорта.
2.2 Анализ и разработка информационной схемы процесса формования
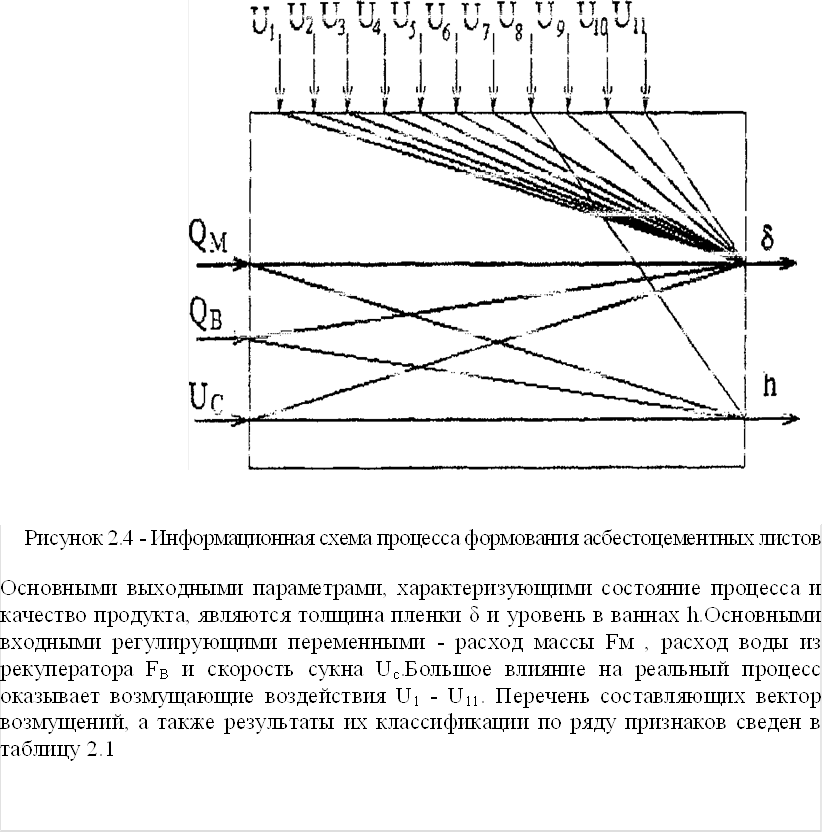
При синтезе систем управления сложными объектами, к которым может быть отнесен процесс формования асбестоцементных листов, полезным является этап рассмотрения и анализа информационной схемы объекта, которая в наглядной форме позволяет представить взаимосвязи параметров, характеризующих и влияющих на его ход. Информационная схема процесса формования представлена на рисунке 2.4
 |
|
Обзор |
Вид возмущения |
Название возмущения |
Внешние |
Внутренние |
Случайные |
Систематические |
Контролируемые |
Неконтролируемые |
Стабилиз. на пред. стадии |
Не стабилиз. на пред. стадии |
|
U1 |
Фильтрационные характеристики |
Состав шихты |
+ |
+ |
+ |
+ |
||||
|
U2 |
Свойства и состав сырья |
+ |
+ |
+ |
+ |
|||||
|
U3 |
Степень распушки сырья |
+ |
+ |
+ |
+ |
|||||
|
U4 |
Температура воды, используемой для изготовления смеси |
+ |
+ |
+ |
+ |
|||||
|
U5 |
Качественные показатели |
Степень связи асбеста с цементом |
+ |
+ |
+ |
+ |
||||
|
U6 |
Однородность асбестоцементной суспензии |
+ |
+ |
+ |
+ |
|||||
|
U7 |
Концентрация асбестоцементной суспензии |
+ |
+ |
+ |
+ |
|||||
|
U8 |
Ритмичность расхода массы |
+ |
+ |
+ |
+ |
|||||
|
U9 |
Температура воды, используемой при формовании |
+ |
+ |
+ |
+ |
|||||
|
U10 |
Износ сеток цилиндра |
+ |
+ |
+ |
+ |
|||||
|
U11 |
Износ сукна |
+ |
+ |
+ |
+ |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.