2 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И ОБОРУДОВАНИЕ
2.1 Производственная программа и технические требования
к готовой продукции
2.1.1 Производственная программа и сортамент выпускаемой
продукции в СтПЦ-2 с ПМК
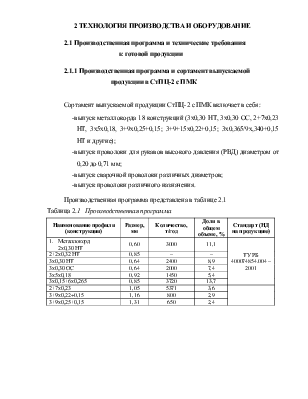
Сортамент выпускаемой продукции СтПЦ-2 с ПМК включает в себя:
-выпуск металлокорда 18 конструкций (3х0,30 НТ, 3х0,30 ОС, 2+7х0,23 НТ, 3х5х0,18, 3+9х0,25+0,15; 3+9+15х0,22+0,15; 3х0,365/9х,340+0,15 НТ и другие);
-выпуск проволоки для рукавов высокого давления (РВД) диаметром от 0,20 до 0,71 мм;
-выпуск сварочной проволоки различных диаметров;
-выпуск проволоки различного назначения.
Производственная программа представлена в таблице 2.1
Таблица 2.1 Производственная программа
|
Наименование профиля (конструкция) |
Размеp, мм |
Количество, т/год |
Доля в общем объеме, % |
Стандарт (НД на продукцию) |
|
1. Металлокорд 2х0,30 НТ |
0,60 |
3000 |
11,1 |
ТУ РБ 400074854.004 – 2001 |
|
2+2х0,32 НТ |
0,85 |
– |
– |
|
|
3х0,30 НТ |
0,64 |
2400 |
8,9 |
|
|
3х0,30 ОС |
0,64 |
2000 |
7,4 |
|
|
3х5х0,18 |
0,92 |
1450 |
5,4 |
|
|
3х0,15+6х0,265 |
0,85 |
3720 |
13,7 |
|
|
2+7х0,23 |
1,05 |
5371 |
3,6 |
|
|
3+9х0,22+0,15 |
1,16 |
800 |
2,9 |
|
|
3+9х0,25+0,15 |
1,31 |
650 |
2,4 |
Продолжение таблицы 2.1
|
Наименование профиля (конструкция) |
Размеp, мм |
Количество, т/год |
Доля в общем объеме, % |
Стандарт (НД на продукцию) |
|
|
3х0,22/9х0,20+0,15 НТ |
1,15 |
400 |
1,6 |
||
|
3х0,22/9х0,20+0,15 |
1,15 |
200 |
0,7 |
||
|
3х0,365/9х0,340+0,15 НТ |
1,67 |
1800 |
6,6 |
ТУ РБ 400074854.004 – 2001 |
|
|
3х0,365/9х0,340 |
1,37 |
85 |
0,3 |
||
|
3х0,20+6х0,35 |
1,13 |
5700 |
21,0 |
||
|
3х0,20+6х0,35 НТ |
1,13 |
900 |
3,3 |
||
|
2+7х0,28 NT |
1,07 |
300 |
1,1 |
||
|
3+9+15х0,18+0,15 |
1,37 |
960 |
3,5 |
||
|
3+9+15х0,22+0,15 |
1,62 |
1500 |
5,5 |
||
|
3х7х0,22 НЕ |
1,53 |
120 |
0,4 |
||
|
0,25+18х0,22 СС |
1,13 |
150 |
0,6 |
||
|
Итого: |
27100 |
53% |
|||
|
2.Проволока латунированная (РВД) |
0,25 |
4500 |
22,2 |
ТУ РБ 400074854.020 – 2000 |
|
|
0,295 |
2200 |
10,7 |
|||
|
0,30 |
3000 |
14,8 |
|||
|
0,38 |
1900 |
9,4 |
|||
|
0,40 |
600 |
3,0 |
|||
|
0,50 |
2600 |
12,8 |
|||
|
0,56 |
1800 |
8,9 |
|||
|
0,60 |
1000 |
4,9 |
|||
|
0,65 |
1600 |
7,9 |
|||
|
0,71 |
1100 |
5,4 |
|||
|
Итого: |
20300 |
38% |
|||
2.1.2 Технические требования к качеству готового металлокорда 2+7х0,23 НТ
Технические требования к металлокорду конструкции 2+7х0,23 НТ определяются технологической картой ВТК 840-СП2-93-2003, разработанной сглас-но требований спецификации потребителя.
Металлокорд должен соответствовать требованиям настоящих технических условий и изготавливаться из катанки повышенной чистоты в соответствии с техническим регламентом, утвержденным в установленном порядке.
Физико-механические свойства металлокорда, требования к массе латунного покрытия и содержанию меди в латунном покрытии должны соответствовать нормам, указанным в таблице 2.2.
|
Номинал |
Минимум |
Максимум |
|
|
· диаметр металлокорда, мм |
1,05 |
1,00 |
1,10 |
|
· шаг свивки, мм прядь · металлокорд |
7,5 15 |
6,5 14 |
8,5 16 |
|
· направление шага свивки |
S/S |
||
|
· линейная плотность металлокорда, г/м |
3,80 |
3,61 |
3,99 |
|
· разрывное усилие, Н |
1440 |
1340 |
- |
|
· масса латунного покрытия, г, на 1 кг металлокорда |
3,80 |
3,10 |
4,50 |
|
· массовая доля меди в латунном покрытии, % |
64,0 |
61,0 |
67,0 |
|
· прочность связи с резиной (метод BISFA), Н/10,0 мм: |
760 |
535 |
- |
|
· отклонение от прямолинейности на длине 6м, мм |
- |
- |
75 |
|
· остаточное количество смазки для облегчения свивки, г, на 1 кг металлокорда |
- |
- |
0,15 |
|
· раскручиваемость, мм |
- |
- |
0 |
|
· длина металлокорда на катушке, м BS40 и BS60 BS 80/33 |
5500 11000 |
5485 10970 |
5520 11030 |
|
· количество соединений сварным швом: |
|||
|
· на катушке BS40 и BS60 |
- |
- |
3 |
|
· на катушке BS 80/33 |
- |
- |
6 |
|
· диаметр сварного шва, мм |
- |
- |
1,25 |
|
· разрывное усилие сварного шва, Н |
- |
162 |
- |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.