В технологии изготовления металлокорда используется метод двойного кручения при свивке сердечника и самого металлокорда в одну технологическую операцию, с разными шагами свивки, и с одинаковым (SS, ZZ) или противоположным (ZS, SZ) направлением свивки. При этом проволоки сердечника свивают с предварительным шагом свивки t0 , значительно большим требуемого в готовом изделии при одинаковом направлении свивки проволок сердечника и наружного слоя металлокорда (SS или ZZ), или предварительным шагом свивки t0 , значительно меньшим требуемого в готовом изделии при противоположном направлении свики проволок сердечника и наружного слоя металлокорда (ZS или SZ).
Достижение требуемого шага свивки проволок сердечника в готовом ме-таллокорде, изготавливаемым с одинаковым шагом свивки проволок сердечника и наружного слоя (SS,ZZ) осуществляется за счет подкрутки шага свивки сердечника t0 до финального шага свивки tК одновременно с операцией свивки металлокорда с шагом свивки tm .
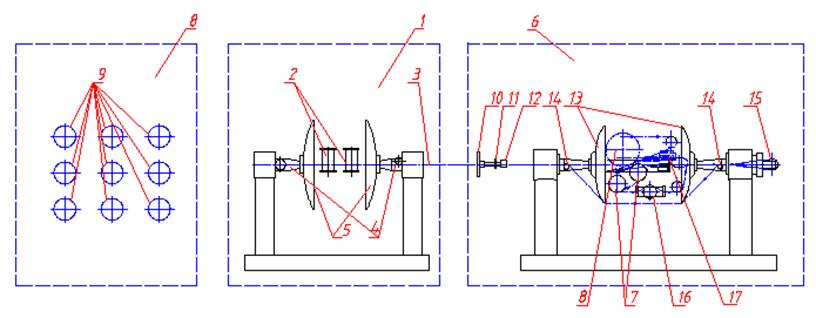 |
Рисунок 2.7 Схема размотки проволоки канатной машины RIR 10ВМ.
1 – модуль подкрутки сердечника;
8 – узел размотки машины;
6 – свивочный узел машины.
Предлагаемый способ производства металлокорда на канатной машине RI 10ВМ включает следующие стадии: размотка первой группы проволок, формирующих сердечник с питающих катушек (2) и их скручивание в сердечник (3) в модуле двойной свивки (1) с предварительным шагом свивки t0.
Скручивание проволок в сердечник осуществляется за счет вращательного движения роторов (4) и маховиков (5) модуля двойной свивки (1) и поступательного движения сердечника с линейной скоростью вытяжки Vc , которая задается вытяжным устройством (7) модуля двойной свивки металлокорда (6) и соответственно, равняется линейной скорости вытяжки металлокорда V.
Следующая стадия – прохождение сердечника, сформированного с предварительным шагом t0 и второй группы проволок наружного слоя (8) через распределительный шаблон (9), формирующую втулку (10) и обжимные плашки (11) для образования внешнего слоя вокруг сердечника.
Дальнейшая стадия включает подачу предварительно сформированного металлокорда к ведущему ролику (12), маховикам (14), реверсивному ролику (13), вытяжному устройству (7), торсиону (15), правильному устройству (16) и к приемной катушке (17) модуля двойной свивки металлокорда (6), где металлокорд свивается с установленным шагом свивки tm. Одновременно с процессом свивки металлокорда осуществляется подкрутка предварительного шага свивки сердечника t0 до финального шага tК , в случае, если сердечник и наружный слой металлокорда имеют одинаковое направление свивки. При этом направление вращения роторов и маховиков модуля предварительной свивки сердечника (1) и модуля двойной свивки металлокорда (6) – противоположное.
В состав оборудования по производству металлокорда входят перемоточные станки ВМ/2С (11 шт.) и линейки на линии инспекции (10 шт.), служащие для проверки качества металлокорда, оборудование линии упаковки готовой продукции, а также оборудование участка № 2 тарного цеха. В состав оборудования участка № 2 тарного цеха входят металлорежущие станки, штампы, установка точечной и электродуговой сварки, установка для обезжиривания катушек перед покраской, покрасочные, сушильная камера.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.