Недост: Вшев>Вкол, шевер выше чем в предыдущем методе.
Применяют узкие зубчатые венцы и блочные колёса с закрытыми венцами.
Врезное шевингование
 движение подачи радиально
шеверу (перпендикулярно оси), режущие зубцы выполнены по винтовой
линии,произв-ть в 2-4 раза выше, чем диагон.
движение подачи радиально
шеверу (перпендикулярно оси), режущие зубцы выполнены по винтовой
линии,произв-ть в 2-4 раза выше, чем диагон.
Недост: Вшев>Вкол, шевер выше
Прим в массовом произ-ве при Вкол ≤10мм и m≤5мм.
Холодное прикатывание зубьев
Предн для чист об-ки ЦЗК с m<1мм. В отличии от шевингования об-ка осущ без снятия стружки путем деформации металла в холодном состоянии.
Заготовку обкатывают обычно двумя накатниками, вып в виде зк расположенных на параллельных осях.
По мере прокатки расстояние между их осями уменьшается. При достижении требуемого размера прикатывание прекращается.
Процесс обеспечивает повышение производительности в 2-3 раза, Шер Rа 0,32 мкм, повыш точности профиля зуба. Время прокатки одного колеса ≈ 15сек.
Недост: точность зк перед прикатыванием д б выше, а припуск в 2 раза меньше, чем перед шевингованием.
Контроль з к
Осущ в 2 этапа: до зубообработки и после зубообработки.
Контроль до обработки:
1 биение торцев, биение по наружн-м цил-м пов-тям (индикаторные приспособления).
 2 ширина шлицевого паза –
шаблон предельный. Больший диаметр – пробка шлицевая предельная. Диаметр малого
отв-я – пробка предельная или измерит-е инструменты. Относительное расположение
шлицев – шлицевый комплексный калибр.
2 ширина шлицевого паза –
шаблон предельный. Больший диаметр – пробка шлицевая предельная. Диаметр малого
отв-я – пробка предельная или измерит-е инструменты. Относительное расположение
шлицев – шлицевый комплексный калибр.
Контроль после обработки:
1 колебание измерительного межцентрового расстояния а) за один оборот колеса б) на одном зубе
 набор для контроля зк: МЦМ
-160, МЦМ-320
набор для контроля зк: МЦМ
-160, МЦМ-320
2 длина общей нормали:
нормамер, скоба индикаторная, микрометр для измерения длины общей нормали, прибор для контроля углового шага.
3 радиальное биение зубчатого венца:
прибор для контроля
4 шаг зацепления - шагомер
5 равномерность окружного шага – прибор для контроля равномерности окружного шага- проверяется отклонение от шага между парами зубьев по 2-м сторонам.
6 толщина зуба по нач окружности: штангензубомер.
7 правильность зацепления – по отпечатку при обкатке с эталонным колесом, по шуму с помощью спец приборов на контрольно-обкатном станке.
Вопрос № 22
Служебное назначение и конструктивное исполнение КЗК. ТТ. Материалы и заготовки.
КЗК предн для передачи вращ движ между валами с пересек и перекр осями. Изгот с прямыми, косыми и круговыми (криволинейными) зубьями. Стандартом установлено 12 степеней точности (в порядке убывании точн). Каждая степень точности соответствует опред нормам кинем точности и тп. Сущ 6 видов сопряжения КЗК: в порядке убывания гарантированного зазора – A,B,C,D,E,H.
С увеличением степени точности возрастает требования к точности обработки базовых поверхностей.
По конструктивному исполнению КЗК делятся на 3 типа:
1 Колеса со ступецей l/d>1 2 Колеса венцового типа
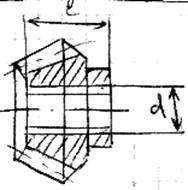

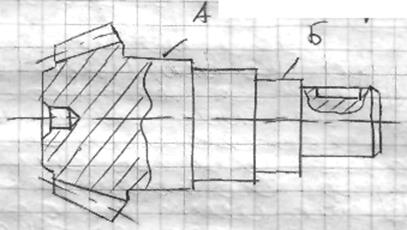
3 Колеса - валы опорные шейки
Материалы и заготовки КЗК
КЗК изготавливают из углеродистых сталей закаливаемых - сталь 40, сталь 50, цементуемых – сталь 15, сталь 20 и легированных сталей – сталь 40Х, 45Х.
И цементуемых – 20Х, 18ХГТ, 20ХНМ.
Заготовки получают штамповкой, ковкой и из проката в М и КС производстве.
КЗК так же изгот из полимерных материалов и методом порошковой металлургии.
29. Технология изготовления валов в различных типах производства
Материалы валов должны обеспечивать необходимые характеристики и обладать хорошей обрабатываемостью. Валы изготавливают из углеродистых и легированных сталей (20х25х40).
Шлицевые валы изготавливают из стали 18ХГТ или 20ХН3А с последующей термической обработкой до твердости HRC56…62.
Для повышения обрабатываемости заготовки валов подвергают нормализации НВ137…229 или термообработку производят после черновой обработки. Для повышения износостойкости отдельные поверхности подвергают закалке ТВЧ.
Штучную заготовку из прутка целесообразно заменять штамповкой если коэффициент использования металла повышается не менее чем на 5%, учитывая целесообразность других факторов. Заготовки из горячекатаного проката применяют для изготовления гладких валов и ступенчатых валов с небольшим числом ступеней и малыми перепадами или ступенчатых валов D до 125 мм и L=320 мм в единичном и мелкосерийном производстве.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.