В зависимости от способа обр-ия зубьев различают для метода накопление и отладку. При копирован. впадины между зубьями колеса обработки режущего инструмента профиль которого идентичен профилю впадины колеса в процессе обработки деталь не вращается а по окончании обработки каждого зуба (впадины оyа поворачивается на угол 360/z).
Метод обработки состоит в том что инструменту и зап-ки сообщ. движения выполнения защемление З. К. с зубчатой рейкой или (?) З. К.
Метод копирования
Фрезерование дисковыми и пальцевыми модельными фрезами. Выполняется на специальных полуавтоматах или универсальных зубофрейзерных при отсутствии фрезерных (станок). Обеспечивается 9-ая, 10-ая степень точности (дисковой до 8-ой степени точности).
Протягивание зубьев
Применяется для обработки колес внешнего и нар-го замещения. В крупно серийном и массовом производстве.
Одновременное
Метод высокопроизв. Обеспечивает 7-8 степень точности одновременное нарезание всех зубьев резцовыми головками применяется в массовом производстве осуществляется специальных на зубобалбежных станках обр. прямозубые цилиндрические колеса внешнего и внутреннего защемления шлицы муфта и скопира сложной формы. Затылованные резцы расположены радиально число и профиль соответствует забьем колеса.
Метод обкатки
Червячными фрезами выполняется на горизонтальных и вертикальных зубофрейзерных станках. Станках ЧПУ.
Метод высокопроизвод. применяется в серийном производстве, требует сложно специальный инструмент и трудоемок.
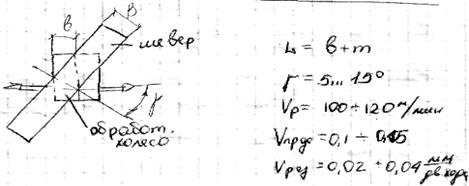
При нарезан. прямозубых колес фреза у устанавливаются под углом β подъема винтовой линии витков фрезы, а при нарезном косозубых колес.
β+α, или β+α в зависимости от направления наклонения зубьев.
Червячная фреза кроме вращен. осуществ поступление движение подачи в вдоль оси колеса при m=2…3 мм вращается за 1 раб ход.
Применяется фрезерование с осевой рабочей подачей и радиально осевой. Применяется при большом (?) наклона зубьев и пи большом диаметре фрейзы.
При фрезировании за 2 рабочих хода 1-ый выполняют при попутной подаче 2-ой при встречной.
Зубоф-ние обеспечиавет 10-ю 7-ю степень точности Ra6,3, -3,2 mkm.
Повышение прочности достигается путем увеличение диаметры фрезы применяется многозаходных фрез и увеличение числа одновременного нарезаемых колес.
Зубодолбление выполняется на зубодалбенных станках методжом обката, режущие нструменты долбяк представляют собой З. К. с эвольвентным профелем.
Вопрос № 21
Методы чистовой обработки зубьев ЦЗК: шевингование, холодное прокатывание зубьев. Контроль ЦЗК.
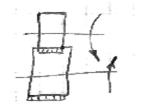
Шевингование
Наиболее распростр-й метод чистовой обработки незакаленных зубьев (HRCэ до 35…40).
Обработку осущ. шевером дисковым, реечным
Ширина канавки bк=1,8-2,1 мм
Глубина hк= 0,6-1 мм.
Материал Р18, HRCэ 62…65
Шевинг-е закл-ся в срезании тонких стружек толщиной от 0,01 до 0,05мм острыми кромками канавок шевера, во время движения обкатки обрабатываемого колеса с инструментом и возник. При этом относит скольжении профилей зацепляющих зубьев.
Параллельное шевингование
 Колесо совершает возв-поступ
движение вдоль оси и в конце каждого хода совершает радиальную подачу. Колесо
свободно вращается на оправке в зацеплении с шевером.
Колесо совершает возв-поступ
движение вдоль оси и в конце каждого хода совершает радиальную подачу. Колесо
свободно вращается на оправке в зацеплении с шевером.
Можно обр-ть ЗК любой ширины. В шевера не зависит от В колеса (В-ширина).
Недостатки: использ шевера не эффективно , те средняя обл длины зуба изнашивается более интенсивно.
Преим. в мелкосер производстве и при В>50мм – в КСпроизводстве.
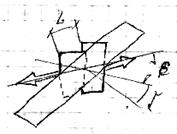
Диагональное шевингование.
 колесо
совершает возв-пост перемещение под углом ε, изнашивание равномерное, те точки
перемещаются по длине зуба, повыш стойкость шевера, сокращается длина раб хода
стола, повыш произв-ть.
колесо
совершает возв-пост перемещение под углом ε, изнашивание равномерное, те точки
перемещаются по длине зуба, повыш стойкость шевера, сокращается длина раб хода
стола, повыш произв-ть.
Недостатки: В шевера зависит от В колеса (через ε)
Преим. в серийном и массовом производстве для колес до 50мм .
Тангенциальное шевингование (касательное)
Движение подачи перпендикулярно оси колеса тангециально шеверу.
Тк отсутствует продольная подача, то для реализации движения скольжения реж кромок зубцы шевера располагают по винтовой линии относительно торца шевера.
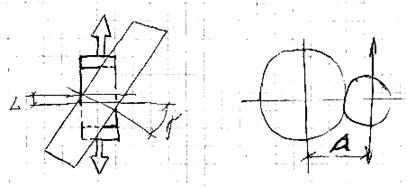 шевингование вып за за один
двойной ход, при А=const.
шевингование вып за за один
двойной ход, при А=const.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.