Режим слежения за конвейером имеет очевидные преимущества. При обработке продукции можно использовать непрерывный конвейер вместо прерывистого. Механическая часть непрерывного конвейера значительно проще и поэтому дешевле и надежнее. При более надежном конвейере и меньшем времени восстановления непрерывный конвейер имеет меньшее время простоев и большую загрузку станка и робота.
Особенно подходит для режима слежения за конвейером робот, выполняющий окраску распылением. Обычно краска накладывается на изделие, которое при этом перемещается непрерывным подвесным цепным конвейером. Робот должен окрасить изделие со всех сторон; эта задача проще всего может быть выполнена при непрерывном движении изделия через рабочую позицию и возможности работы в режиме слежения за конвейером. Этот режим удобен, если на каждом изделии робот должен выполнить много операций.
6.4. ОСНАЩЕНИЕ РОБОТА
Новичок в области робототехники может изумиться, обнаружив, что он приобрел робот, который ничего не может делать! Хотя в этой главе часто упоминались захваты робота, большинство роботов при поставке не оснащаются такими устройствами. Памятуя о том, что программируемость и универсальность являются отличительными чертами современного промышленного робота, читатель сообразит, что стратегией изготовителей роботов является предоставление пользователю права выбора окончательного оснащения. Действительно, многие роботы запрограммированы на использование различных инструментов или захватов в одной наладке, автоматически выбирая и меняя инструменты в соответствии с заданной последовательностью.
Захваты. Номенклатура захватов очень широка, и они часто конструируются заказчиком применительно к конкретной задаче. Большинство захватов зажимаются, чтобы захватить деталь, но немало и таких, которые требуют введения их пальцев в деталь, чтобы захватить ее, разжимаясь. Многие захваты могут эффективно работать в обе стороны, так что выбор остается за программистом. На рис. 6.16 показан ряд захватов.
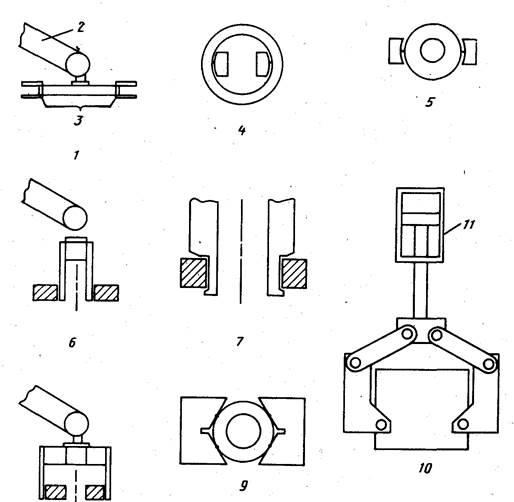
Рис. 6.16
Виды захватов промышленных роботов:
1- двойной захват; 2 — захваты; 3 — рука робота; 4 — двухточечный захват изнутри;
5 — двухточечный захват снаружи; 6 — захват по внутреннему диаметру; 7 — захват с блокировкой; 8 — захват по наружному диаметру; 9 — четырехточечный захват с помощью призматических блоков; 10 — коленчатый рычажный механизм; 11 — пневмоцилиндр
Во многих случаях двойные захваты более эффективны, чем одинарные. Это утверждение чаще всего справедливо для операции загрузки-разгрузки станков, когда благодаря двойному захвату робот может снять заготовку и установить новую, не перемещаясь между позициями. Это экономит много времени, которое в противном случае было бы потрачено на повторное движение по основной оси (обычно вращения основания). Вращение основания, как правило, является самым медленным движением робота.
Принадлежности. Кроме обычных захватов для деталей, рабочий орган робота может быть оснащен инструментальными головками различного типа. Широкое разнообразие инструментального оснащения выделяет роботы из группы обычных устройств для манипулирования материалами.
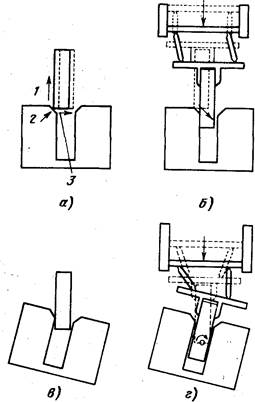
Рис. 6.17
Функционирование компенсирующей муфты в случае несоосности вала и отверстия:
I — осевое усилие; 2 — реакция контакта;
3 — радиальное усилие
После захватов наиболее распространенным оснащением роботов являются сварочные головки. Обычно это головки для точечной сварки, но необходимость в применении роботов для дуговой сварки постоянно возрастает, что будет показано при описании областей применения. Краскопульты для окрашивания распылением являются важной разновидностью оснащения роботов. Подобными являются устройства для нанесения клея. Использование этих устройств стало возможным благодаря высокой точности и повторяемости движений робота. Необычной оснасткой является устройство для разводки электрических проводов. Оно используется при программируемой сборке электрических щитов самолетов и другого крупного оборудования.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.