Некоторые изготовители роботов указывают две грузоподъемности: нормальную и максимальную, статическую и номинальную, или статическую и динамическую. Потенциальный пользователь робота должен точно удостовериться, для каких условий производитель указывает номинальную нагрузку, особенно если приведена только одна цифра.
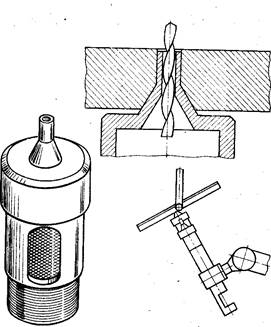
Рис. 6.24
Зонд с коническим носиком, позволяющий улучшить повторяемость при выполнении операции сверления с помощью робота за счет позиционирования сверла по кондукторной плите
Повторяемость. Читатель должен понять разницу между терминами «точность» и «повторяемость». Точность определяется как, способность переместиться в заданную точку пространства, определяемого системой координат X, Y, Z или какой-либо другой. Работа металлорежущих станков тесно связана с понятием «точность». Повторяемость определяется как способность снова и снова возвращаться в одну и ту же точку, установленную при обучении. Для промышленных роботов повторяемость является более важным понятием, чем точность, потому что обычно первый раз робот обучают с помощью панели обучения. Важной проверкой является проверка способности робота повторять цикл, которому его обучили, не промахиваясь мимо цели. Инженеры по автоматизации иногда бывают несколько обескуражены, обнаружив, что точность позиционирования у промышленных роботов в целом значительно ниже, чем у станков с ЧПУ. Захваты и инструменты робота по большей части закреплены на значительно менее жесткой конструкции, чем это допустимо для металлорежущих станков.
Самым жестким требованиям по повторяемости отвечают маленькие пневматические роботы, позиционируемые механическими упорами. Некоторые из них имеют повторяемость ±0,001 дюйма (±0,025 мм) и лучше. Большие стандартные гидравлические роботы, характерные для автомобилестроения, имеют повторяемость порядка ±0,050 дюйма (±1,27 мм). Роботы для окраски распылением и для сварки могут иметь допуски на позиционирование до ±0,125 дюйма (±3,175 мм) и даже более широкие.
Существуют несколько приемов, позволяющих справиться с проблемами, возникающими из-за недостаточно хорошей повторяемости. На рис. 6.24 показан зонд с коническим носиком, который вставляется роботом в направляющее отверстие для того, чтобы перед началом операции обеспечить точность позиционирования, указанную заказчиком. Позиционирование с помощью зонда осуществляется, если необходимо обеспечить его точность.
Другим методом, особенно полезным в случае применения роботов с шаговыми двигателями, без обратной связи, является периодический возврат в некоторое исходное положение для того, чтобы вставить зонд и обнулить показания регистров, указывающих положение рабочего органа в установленных координатах, восстановив тем самым правильность исходного положения. Пользователь имеет возможность выбрать программу для обнуления в каждом цикле или один раз за несколько циклов в зависимости от требуемой точности и смещений, происходящих за каждый цикл.
Интересно сравнить точность позиционирования, обеспечиваемую роботом и средним человеком. При достаточной внимательности человек способен позиционировать с большей точностью, чем большие промышленные роботы. Однако при постоянном повторении совокупности действий на сохранение внимательности человека при выполнении работы рассчитывать нельзя. Робот же, запрограммированный однажды, будет быстро и стабильно возвращаться в ту же точку в каждом цикле. Хотя люди могут обеспечивать большую точность, они не в состоянии работать с такой же повторяемостью.
Скорость. Скорость является еще одной характеристикой, которая может разочаровать потенциального пользователя робота. Для малых пневматических роботов с концевыми упорами время выполнения простейших циклов загрузки-разгрузки обычно составляет 2—3 с, для некоторых из этих роботов достаточно 1 с, а манипуляторы с механическим кулачковым управлением работают даже еще быстрее. Обычные скорости больших гидравлических роботов составляют 50 дюймов/с (1270 мм/с).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.