На этой операции подготавливают технологические базы. Обрабатывают торцы и центровые отверстия. Обеспечивается точность IT 11…14, шероховатость - Rz = 10…80 мкм. Эту операцию выполняют следующим образом:
- в единичном производстве подрезают и центруют торцы на универсально-токарных станках последовательно за два установа;
- в серийном производстве подрезку торцев выполняют раздельно от центрования на горизонтально-фрезерных или продольно-фрезерных станках, а центрование – на одностороннем или двухстороннем центровальном станке. Применяются также фрезерно-центровальные полуавтоматы (мод. МР-37, МР-71, МР-73, МР-76М, 2Г942 и др.) последовательного действия с установкой заготовки по наружному диаметру в призмы, в том числе самоцентрирующие, и базированием в осевом направлении по упору (см. рис.2.4);
- в массовом производстве применяют фрезерно-центровальные станки барабанного типа (мод. МР-77, МР-78), которые одновременно фрезеруют и центруют две заготовки без снятия их со станка.
Более производительным методом является одновременная обработка торцов и центровых отверстий специальными головками [7, с. 50].
На современных фрезерно-центровальных станках благодаря применению многоинструментальных головок можно выполнять растачивание отверстий, обтачивание концов валов, сверление отверстий на фланце и другие технологические переходы [7, с. 51].
Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по ГОСТ 14034-74.
Для нежёстких валов (отношение длины к диаметру более 12) обрабатываются шейки под люнеты.
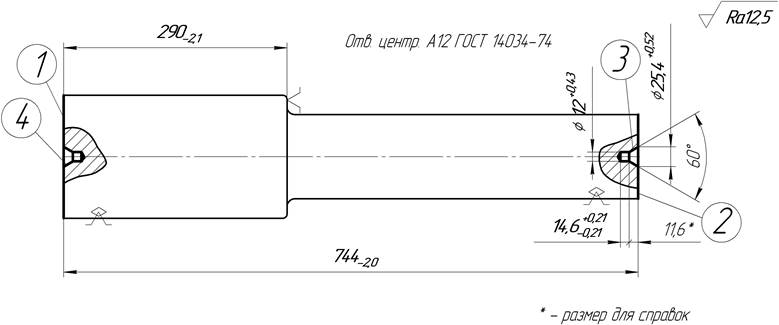
Рис. 2.4. Операционный эскиз фрезерно-центровальной операции
Для коротких валов (ориентировочно до 200 мм) отдельная операция по подготовке технологических баз может быть исключена, а центровые отверстия и торцы совместно с другими поверхностями обрабатывают на токарных операциях, базируя заготовку по шейкам в самоцентрирующих патронах. Это рационально при наличии удобных базовых поверхностей достаточной длины и приемлемой жесткости заготовки (рис. 2.5).
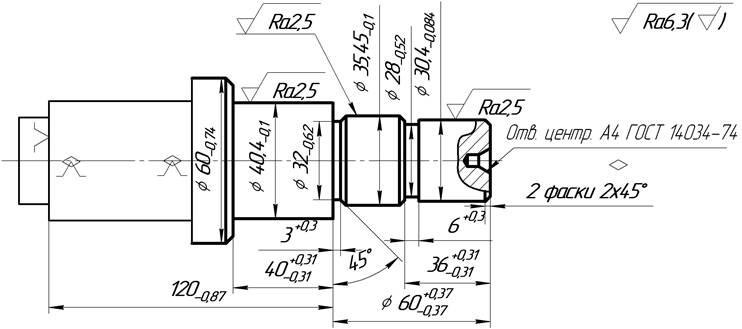
Рис. 2.5. Операционный эскиз токарной операции
025 Токарная (черновая)
Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция.
Обтачиваются наружные поверхности (с припуском под чистовое точение) и прорезаются канавки. Обеспечивает точность IT 10…15, шероховатость - Rz = 20…80 мкм. В зависимости от типа производства операцию выполняют:
- в единичном производстве на токарно-винторезных станках;
- в мелкосерийном – на универсальных токарных станках с гидросуппортами типа КСТ-1 и станках с ЧПУ;
- в серийном – на копировальных токарных станках (рис. 2.6), горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ;
- в крупносерийном и массовом – на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Наиболее широко применяются токарные гидрокопировальные станки (мод. 1712, 1Н713, 1716Ц, 1719, 1722, 1723, 1Б732, 1Б732Ф3, 1А751П). В автоматическом цикле они выполняют одно- и многоходовое точение наружных и торцовых поверхностей заготовок (рис. 2.6). При контурном точении одним резцом возможна обработка валов низкой жесткости. За один установ можно вести черновую и чистовую обработку цилиндрических и конических поверхностей, а также прорезание канавок. Во многих случаях применение гидрокопировальных станков экономически целесообразно при партии заготовок более 10 штук [7, с. 53…54].
Обработка на токарных многорезцовых станках типа 1А720, 1721, 1А730 [8, с. 276…278] сокращает основное время, но не позволяет совместить черновую и чистовую обработку в одной операции. Одновременное участие в работе нескольких инструментов увеличивает силовое воздействие на технологическую систему, что повышает требования к ее жесткости.
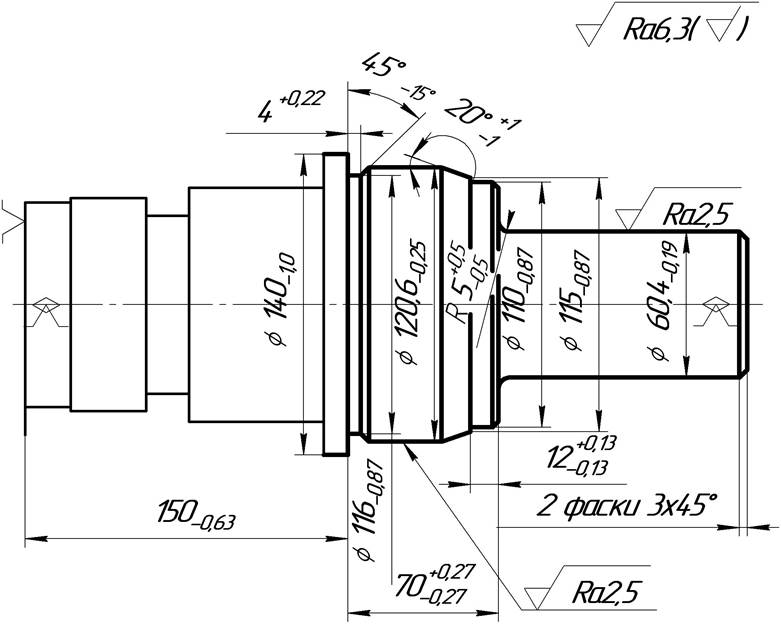
Рис. 2.6. Операционный эскиз токарной гидрокопировальной операции
030 Горизонтально-сверлильная
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.