Торцы зубьев закругляют пальцевой или трубчатой фрезой (рис. 4.7а, б). Используют специальные станки (ДФ-5Д580, ПФ-5584, ВС-80 и др.) [7, с. 154; 16, с. 58…59].
Для снятия фасок на торцах зубьев применяют фрезерование фрезами-улитками (рис. 4.7 в, г) (станок ВСН-500), шлифование абразивным кругом (станок ВСН-550-02) и др.
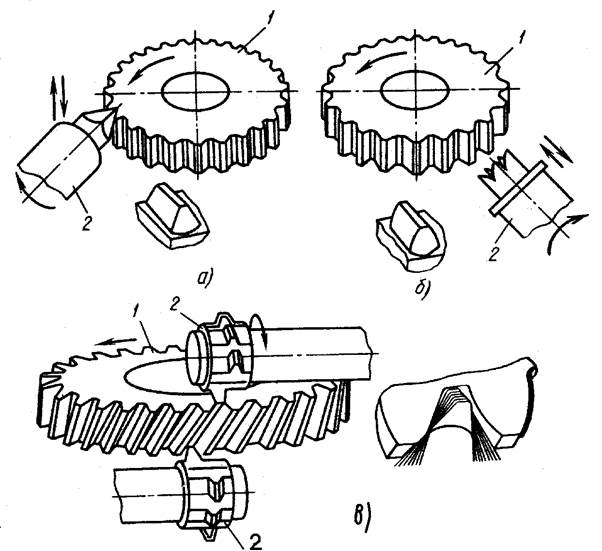
Рис. 4.7. Схема зубозакругления (а, б) и снятия фасок на торцах зубьев (в): 1 –зубчатое колесо, 2 – инструмент
050 Шевинговальная
Зубья шевингуют (рис. 4.8), используя инструмент шевер из быстрорежущей стали [16, с. 106…112]. Операцию, как правило, применяют для прямозубых и косозубых зубчатых колёс с твердостью не превышающей HRC 34. Экономически целесообразно шевингованием обеспечивать 5…8 степень точности, шероховатость поверхностей Rz = 1…10 мкм. Однако однократным шевингованием рационально повышать точность зубчатого венца на 1…2 степени, снижать шероховатость - в 2…3 раза по сравнению с исходной.
Для незакаливаемых зубчатых колес шевингование является последней операцией. Перед термообработкой шевингуют зубья не только для повышения степени точности, но и для уменьшения деформаций колеса в процессе термообработки.
Технологические базы – отверстие и базовый торец зубчатого венца или ступицы (реализуется оправкой).
Оборудование – зубошевинговальный станок (мод. 5701, 5Б702В, 5Б703, 5714С4, ВСН-701, ВСН-732В и др.).
Зубошевингование не применяется, если в дальнейшем после закалки выполняется зубошлифование.
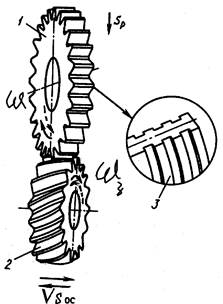
Рис. 4.8. Схема зубошевингования дисковым шевером: 1 – шевер, 2 - заготовка, 3 – канавки на зубьях шевера
055 Термическая
Калить заготовку или зубья (местная закалка, используя нагрев ТВЧ) или цементировать, калить и отпустить - согласно техническим требованиям. Объемная закалка, как правило, приводит к снижению точности колес примерно на одну степень за счет коробления, местная закалка – на полстепени.
060 Внутришлифовалъная
Шлифовать отверстие и базовый торец за один установ (рис. 4.9). Обработка отверстия и торца за один установ обеспечивает их наиболее высокую точность взаимного расположения (перпендикулярность торца к оси отверстия). Технологические базы - рабочие эвольвентные поверхности зубьев (на уровне начальной окружности колеса) и торец зубчатого венца. Базирование реализуется специальным патроном, у которого в качестве установочных элементов используют калиброванные ролики или зубчатые секторы, взамодействующие с эвольвентными поверхностями зубьев. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла с зубьев при их последующей финишной обработке, которую выполняют, в свою очередь, используя в качестве базы отверстие. Оборудование — внутришлифовальный станок, например мод. ЗК225В, ЗК227А, ЗК228В, ЗК229А.
В мелко- и среднесерийном производстве наиболее часто базирование выполняют по наружной поверхности зубчатого венца и торцу.
Для обеспечения соосности поверхностей вращения при базировании зубчатого колеса на данной операции по наружной поверхности венца необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке). Технологическая база - отверстие и базовый торец. Оборудование - круглошлифовальные или торцекруглошлифовальные станки.
Необходимость шлифования наружной поверхности зубчатого венца часто вызывается также и тем, что контроль основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы.
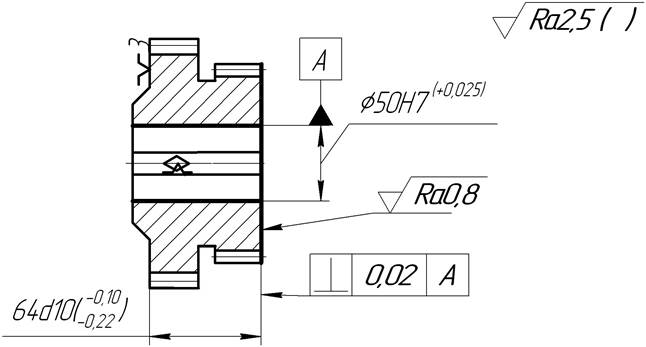
Рис. 4.9. Операционный эскиз внутришлифовальной операции
065 Плоскошлифовальная
Шлифовать торец (рис. 4.10), противолежащий базовому (если необходимо по чертежу).
Технологическая база - базовый торец. Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом [14, c. 302…326].
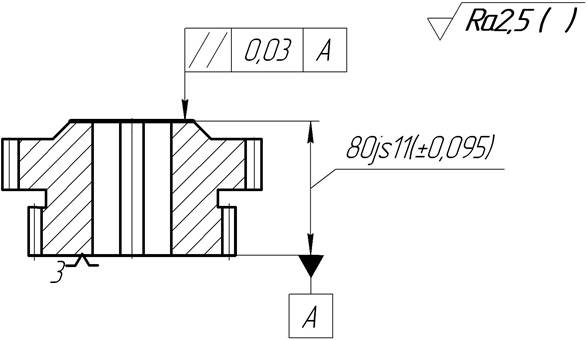
Рис. 4.10. Операционный эскиз плоскошлифовальной операции
070 Зубошлифовальная (зубохонинговальная)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.