Оборудование – горизонтально - или вертикально протяжные или долбёжные станки.
Применяются варианты чистового протягивания отверстия на подобной операции вместо его чистового растачивания на предыдущей операции.
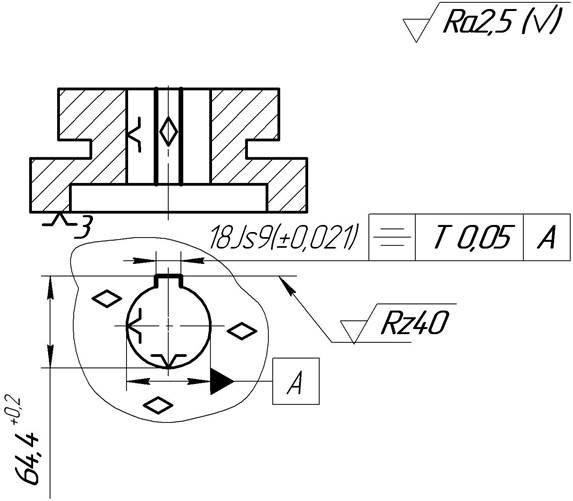
Рис. 4.3.Операционный эскиз вертикально-протяжной операции
030 Токарная (чистовая)
Чистовая токарная обработка не производится, если требования к точности на предыдущих токарных операциях полностью выполнены. Необходимость данной операции обычно вызывается высокими требованиями к точности отдельных размеров, соосности поверхностей вращения колеса, а также шероховатости поверхностей, если эти требования по каким-то причинам не могут быть выполнены на предыдущих токарных операциях.
Обтачиваются базовый торец обода и противолежащие торцы, наружная поверхность венца начисто. Технологическая база – поверхность отверстия (реализуется, например, напрессовыванием заготовки на оправку, при этом осевое положение заготовки на оправке фиксируется путём применения подкладных колец).
Оборудование – токарно-винторезный (единичное производство), токарно-револьверный или токарный с ЧПУ (серийное), токарный многорезцовый полуавтомат (крупносерийное и массовое).
Количество токарных операций может быть увеличено при большом числе технологических переходов, например, если их не удается выполнить на предыдущих операциях, при ограниченных возможностях используемого оборудования, при низкой технологичности размерной цепи и др.
035 Зубофрезерная (зубодолбежная)
Фрезеруют зубья (рис. 4.4) прямозубых и косозубых зубчатых колес предварительно червячными фрезами методом обкатывания (обеспечивается 8…9-ая степень точности, шероховатость поверхности Rz = 20…40 мкм) [12, с. 97…102; 13, c. 118…119; 16, с. 71…90]. При зубофрезеровании зубчатых колес большого модуля (m > 8 мм) сначала удаляется материал впадины, равный 0,6…0,7, а затем 0,4…0,3 высоты зуба. Червячные фрезы классов А, АА, ААА (ГОСТ 9324-80) обычно изготовляют из быстрорежущих сталей, существенно реже – из твердых сплавов (например, для зубофрезерования заготовок после закалки с твердостью зубьев HRC < 48, чистовое зубофрезерование).
Для обеспечения 6…7 степени точности выполняют черновое и чистовое зубофрезерование.
Используются зубофрезерные и шлице-зубофрезерные станки типа 53А30П, 5А326, 5Д312, 53А50, 53А11, ВСН-620 СNС2, ВС-Б35ПФ2-02, 53В30П и др. Зубофрезерование на современных станках-полуавтоматах выполняют, совмещая в одной операции черновой и чистовой технологические переходы и выполняя их последовательно за один установ.
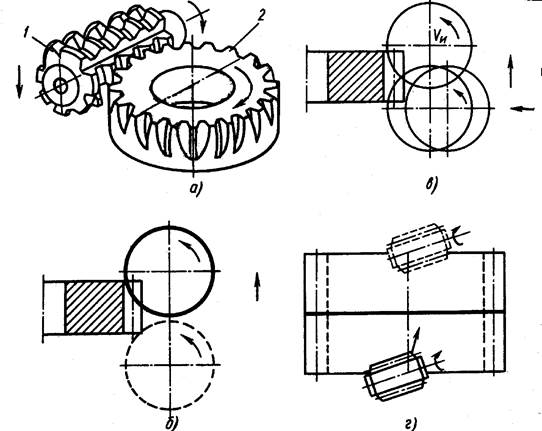
Рис. 4.4. Схемы зубофрезерования червячной фрезой: а) – общий вид; б) – с осевым движением подачи; в) – с радиально-осевой подачей; г) – с диагональной подачей: 1 – червячная фреза; 2 – заготовка зубчатого колеса
Для обработки зубьев прямозубых и косозубых зубчатых колес малого модуля, зубьев, близко расположенных к буртикам или соседним зубчатым венцам, а также зубчатых колес внутреннего зацепления используют зубодолбление методом обкатывания (рис. 4.5). Обеспечивается 7…8 степень точности, шероховатость Rz = 10…20 мкм. Зубодолбление выполняют на зубодолбежных станках [16, c. 93…94], например мод. 5А122, 5А140П, 5М161, 51А80ПФ2, ВСН-150-2 и др. Используют дисковые, чашечные или хвостовые долбяки (ГОСТ 9323-79). Материал режущей части инструмента - быстрорежущая сталь, редко – твердый сплав.
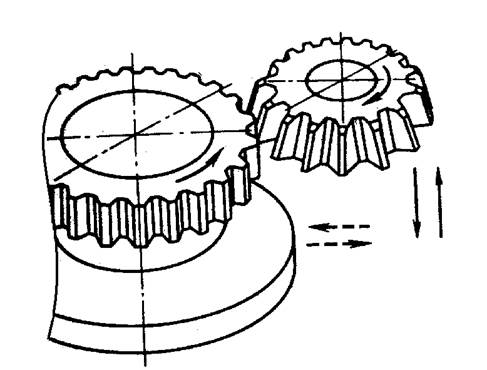
Рис. 4.5. Схема зубодолбления круглым долбяком
Технологические базы – отверстие и торец зубчатого венца (реализуется оправкой и упором в торец). Операционный эскиз зубодолбежной операции представлен на рис. 4.6.
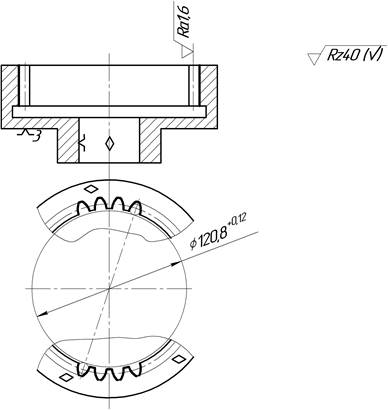
Рис. 4.6. Операционный эскиз зубодолбежной операции
040 Зубофрезерная (чистовая)
Фрезеровать зубья начисто (обеспечивается 6…7-ая степень точности, шероховатость поверхности Rz = 5…20 мкм). Удаляется припуск 0,5…1,5 мм, оставленный после чернового зубофрезерования, Для зубчатых колес с модулем, меньшим 2 мм, используют однократное зубофрезерование.
045 Зубозакруляющая
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.