Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия, наиболее удаленные друг от друга, которые на большинстве последующих основных операциях будут использованы в качестве искусственных технологических баз (рис. 6.2). Повышают требования к точности, как диаметральных размеров отверстий, так и расстояний между ними.
Технологические базы - обработанная ранее плоскость основания и две другие боковые плоскости. Последние – черновые базы.
Оборудование: радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах - многошпиндельный сверлильный станок или агрегатный станок.
При использовании агрегатных, фрезерных с ЧПУ и некоторых других станков операции 015 и 020 могут быть совмещены в одну.
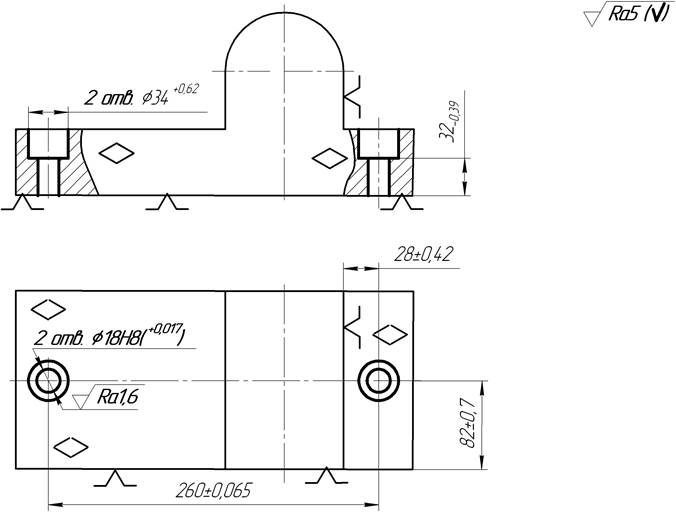
Рис. 6.2. Операционный эскиз сверлильной операции
025 Фрезерная
Обрабатывают плоскости (при их наличии), параллельные базовой, уступы, пазы и другие поверхности.
Технологические базы - плоскость основания и два точных отверстия.
Оборудование: агрегатный, вертикально-фрезерный, горизонтально-фрезерный, продольно-фрезерный или продольно-строгальный станки.
030 Фрезерная
Обрабатывают плоскости, перпендикулярные базовой (в т. ч. торцы основных отверстий), уступы, выемки, канавки и др. Во многих случаях приходится использовать несколько подобных операций.
Технологические базы - плоскость основания и два точных отверстия.
Оборудование: вертикально-фрезерный, горизонтально-фрезерный, продольно-фрезерный, продольно-строгальный станки или горизонтально-расточной станок.
035 Расточная
Растачивание основных отверстий (черновое и чистовое, или с припуском под тонкое растачивание). На этой операции могут быть обработаны также отдельные плоскости (торцы), фаски, канавки.
Технологические базы – те же (см. операцию № 030).
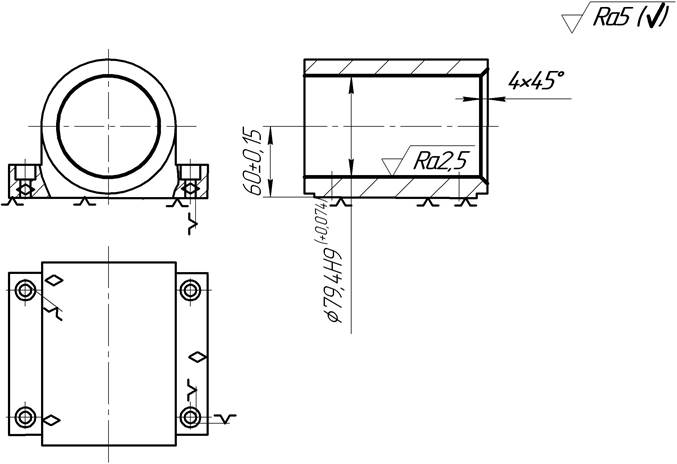
Рис. 6.3. Операционный эскиз горизонтально-расточной операции
Оборудование:
• единичное производство - универсальный горизонтально-расточной станок, в отдельных случая для сравнительно небольших заготовок – токарно-винторезный или токарный станок с ЧПУ;
• мелкосерийное и среднесерийное - станки с ЧПУ фрезерно-расточной группы и многооперационные станки;
• крупносерийное и массовое - агрегатные многошпиндельные станки.
040 Сверлильная
Сверлить, зенковать фаски, нарезать резьбу в крепежных отверстиях.
Технологические базы – отверстие, относительно которого располагаются (координируются) обрабатываемые поверхности, плоскость, перпендикулярная оси упомянутого отверстия (установочная база), и боковая поверхность (опорная база) (рис. 6.4).
Эта операция может быть совмещена с другими операциями (030, 035).
Оборудование: радиально-сверлильный, сверлильный с ЧПУ, сверлильный многошпиндельный станки (в зависимости от типа производства).
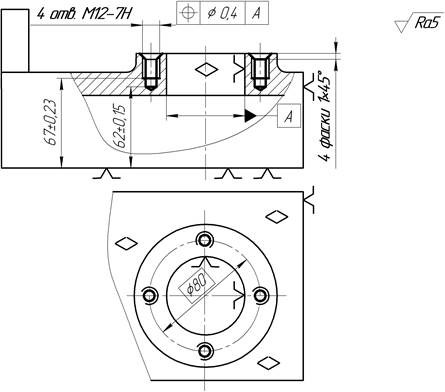
Рис. 6.4. Операционный эскиз радиально-сверлильной операции (операция выполняется с использованием накладного кондуктора, который базируется по отверстию А и боковой плоскости)
045 Плоскошлифовальная
Шлифовать (при необходимости) плоскость основания.
Технологические базы – поверхность основного отверстия или обработанная плоскость, параллельная шлифуемой (в зависимости от требуемой точности расстояния от обрабатываемой плоскости до оси основного отверстия).
Оборудование: плоскошлифовальный станок с прямоугольным или круглым столом.
050 Расточная (координатно-шлифовальная)
Тонкое растачивание или шлифование основного отверстия. Технологическая база - базовая плоскость и два отверстия. Оборудование: алмазно-расточной станок или координатно-шлифовальный. Операционный эскиз соответствует рис. 6.3.
С целью повышения производительности, а также увеличения точности взаимного расположения обработанных поверхностей большинство операций (№ 025, 030, 035, 040) за исключением операций подготовки технологических баз (№ 015, 020) и финишной обработки (отделки) основных поверхностей (№ 045, 050) часто концентрируют (объединяют) в одну или две операции. Обработку выполняют на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (крупносерийное и массовое производство) станках.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.