- станки с ЧПУ 16К20Ф3, РТ 785Ф3.
В единичном и мелкосерийном производствах используются токарно-винторезные станки мод. 16К20, 16Б16А и др.
Базирование производится по наружной цилиндрической поверхности и торцу заготовки в трехкулачковом сацентрирующем патроне.
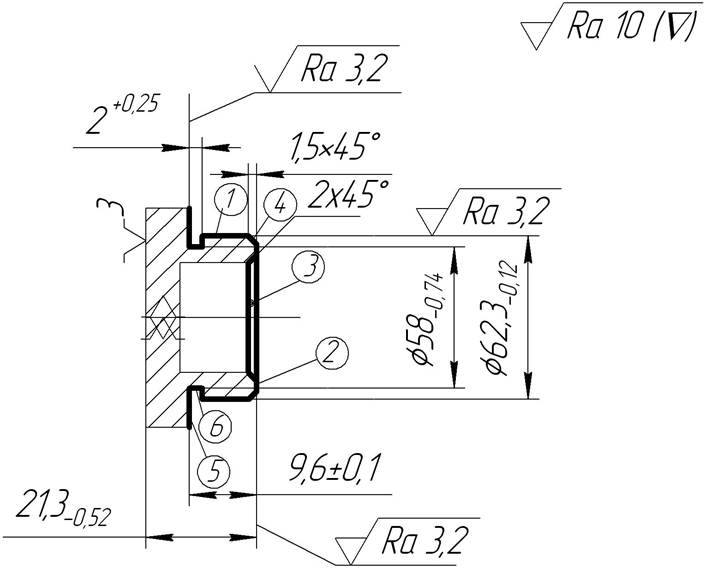
Рис. 5.1. Операционный эскиз
токарно-револьверной операции
Выполняют черновое и чистовое точение центрирующего пояска 1, подрезку торцев 2 и 5 с припуском под шлифование, точение канавки 6 и фасок 3, 4 (рис. 5.1).
015 Токарно-винторезная
Базирование выполняется по центрирующему пояску и торцу в трехкулачковом патроне.
Обтачивается цилиндрическая поверхность 1, подрезается торец 2 , снимается фаска 3.
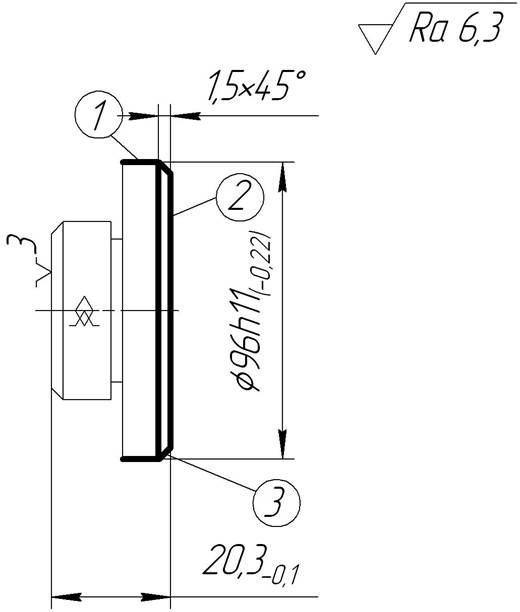
Рис. 5.2. Операционный эскиз токарно-винторезной операции
Обработка может производиться на токарно-винторезном станке 16К20 и подобном оборудовании, что рационально при малом числе технологических переходов (рис. 5.2).
020 Вертикально-(радиально-) сверлильная
На этой операции сверлят крепежные отверстия, а затем их зенкуют (рис.5.3).
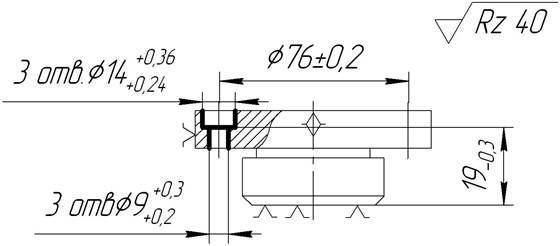
Рис. 5.3. Операционный эскиз сверлильной операции
Обработка крепежных отверстий производится на вертикально-сверлильных, радиально-сверлильных станках в приспособлении с кондуктором (мод. 2Н125, 2Н135, 2А153), вертикально-фрезерном 21105Н7Ф4, вертикально-сверлильном с ЧПУ 2Р118Ф2, 2Р135Ф3 с револьверной головкой, а также на фрезерно-сверлильном станке.
При обработке отверстий на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок по управляющей программе. Поэтому в целях существенного уменьшения увода сверла (особенно для литой или штампованной заготовки) рекомендуется перед сверлением предварительно выполнить центрование отверстия.
Обработка отверстий может выполняться по параллельному или последовательному методам. В первом случае сначала одним инструментом (сверлом) сверлят все отверстия, а затем после поворота револьверной головки (смены инструмента) последовательно их зенкуют.
Во втором случае каждое отверстие последовательно обрабатывают разными инструментами, а затем после изменения позиционирования обрабатывают следующее отверстие в том же порядке. При параллельном методе суммарное вспомогательное время на перемещение стола и инструмента обычно больше. При последовательном методе больше число смен инструмента (либо поворотов револьверной головки), на что тратится больше времени. Выбор рационального варианта с минимальным вспомогательным временем определяется расчетом.
25 Слесарная
Снятие заусенцев.
30 Фрезерная
Производится фрезерование лысок за несколько позиций или несколько установов (рис. 5.4).
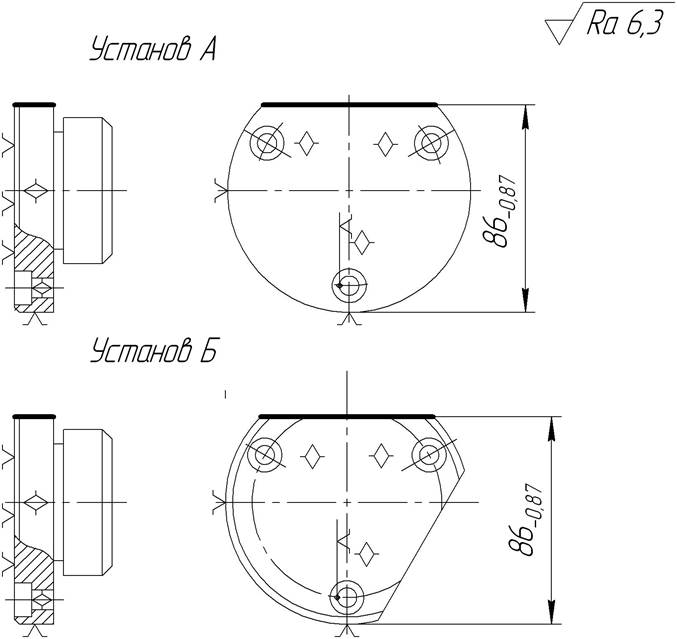
Рис. 5.4. Операционный эскиз фрезерной операции
Обработка производится на горизонтально- либо вертикально фрезерных станках (6М82, 6М82Г, 6Р12, 6Р80 и др.) с использованием поворотного приспособления. Базирование осуществляется по торцу (установочная база), наружной цилиндрической поверхности и отверстию.
Использование токарных обрабатывающих центров позволяет выполнить обработку за две операции, в состав которых могут быть включены все сверлильные и фрезерные технологические переходы.
35 Слесарная
Снятие заусенцев
40 Круглошлифовальная (торцекруглошлифовальная)
Шлифуется центрирующий поясок 1, торец 2 и торец 3 (рис. 5.5).
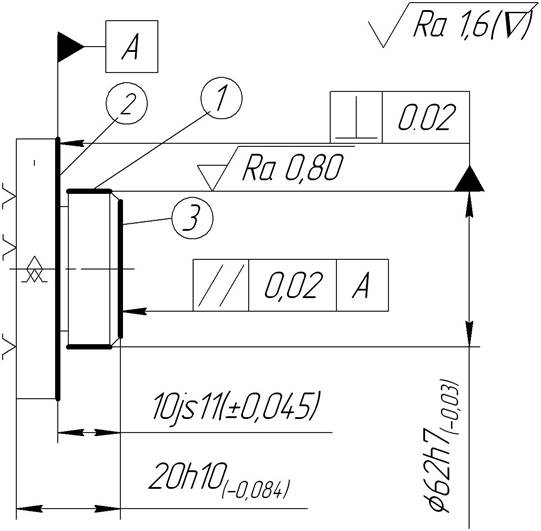
Рис. 5.5. Операционный эскиз торцекруглошлифовальной операции
Базирование выполняется по наружной цилиндрической поверхности и торцу в трехкулачковом самоцентрирующем патроне.
Обработка производится на универсальных круглошлифовальных или торцекруглошлифовальных станках мод. 2У131ВМ, 3А130, 3У124А, 3С120В, 3М132В, 3У142МВ, 3У143МВ, 3У144МВ и др. [11].
45 Моечная
50 Контрольная
6. Корпуса
Конструкции, материалы, исходные заготовки
К корпусам относят детали, содержащие систему плоскостей и отверстий, координированных друг относительно друга. К корпусным деталям относят корпуса редукторов, коробок передач, насосов и т.д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.