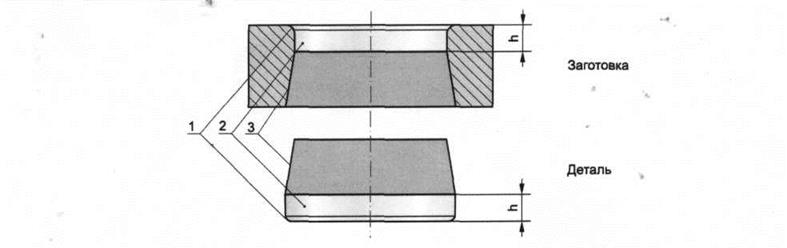
На рис.2.3 показаны характерные участки боковой поверхности детали и заготовки после вырубки.
|
|
Рис.2.3 Характерные участки боковой поверхности детали и заготовки после вырубки
Участок 1 - скругление поверхности, образовавшееся на начальной стадии вырубки, когда напряжения в материале еще не достигли предельного значения и материал деформируется пластически, без разрушения.
Участок 2 - блестящий поясок. На этом участке напряжения превышают предел прочности материала и образуется блестящий поясок в результате перерезания волокон материала при внедрении пуансона в заготовку на глубину h.
Участок 3 - поверхность скалывания. Эта зона образуется в результате развития трещин со скоростью, превышающей скорость движения пуансона, в результате чего происходит резкий срыв нагрузки.
Зазор Z между пуансоном и матрицей существенно влияет на точность размеров вырубаемой детали, качество ее боковой поверхности и стойкость инструмента.
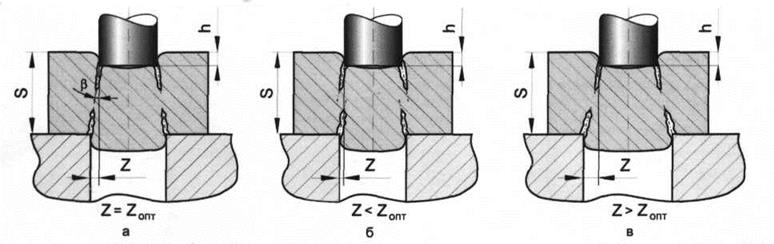
На рис.2.4 показано развитие трещин скалывания при различных зазорах Z.
|
|
Рис.2.4 Развитие трещин скалывания при вырубке
Оптимальным считается минимальный зазор, обеспечивающий совпадение трещин скалывания (рис.2.4, а).
Его величина приближенно может быть определена по формуле:
![]()
(2.1)
где β - угол наклона трещины к оси инструмента,
h- глубина внедрения режущей кромки пуансона до появления трещин, S- толщина заготовки.
Среднее значение угла (3 находится в пределах 40 - 60 , меньшие значения принимаются для более твердых материалов. Глубина внедрения h колеблется в пределах:
![]()
(2.2)
где меньшие значения принимаются для более прочных и твердых материалов и возрастают для более пластичных.
Из сказанного следует, что минимальная величина зазора, обеспечивающая совпадение трещин скалывания уменьшается с повышением пластичности металла, т.е. для мягких металлов (медь, алюминий и др.) необходимо устанавливать меньшие зазоры, чем для твердых (сталь).
Уменьшение зазора по сравнению с оптимальным приводит к тому, что трещины скалывания не встречаются и боковая поверхность получается рваной, с дополнительными поясками разрушения (рис.2.4, б).
При зазоре Z, большем оптимального, трещины встречаются, однако при этом боковая поверхность скалывания не является единой, а состоит из двух пересекающихся поверхностей скола (рис.2.4, в).
Максимальная сила вырубки определяется по формуле:
![]() (2.3)
(2.3)
|
|
Или
, (2.4)
где L - периметр вырубаемой детали,
S- толщина заготовки,
κ= (1,1 - 1,3) - коэффициент, учитывающий возможность притупления режущих кромок , σв- предел прочности материала, σср - сопротивление срезу.
Характеристики материала σв и σср содержатся в справочной литературе.
Влияние величины зазора Z при вырубке проявляется в следующем: при зазоре, большем оптимального, возрастает изгиб и искажение заготовки в процессе вырубки, а в детали возникают упругие деформации, уменьшающие ее размер, в результате чего диаметр детали будет несколько меньше диаметра матрицы, а диаметр вырубленного в заготовке отверстия - несколько больше диаметра пуансона. Следовательно, вырубленная деталь свободно выпадет через отверстие матрицы, а пуансон свободно выйдет из заготовки.
При зазоре, меньшем оптимального, увеличивается усилие деформирования, уменьшается изгиб и искажение заготовки в процессе вырубки, возрастает интенсивность притупления режущих кромок инструмента и износ боковых поверхностей пуансона и матрицы. После вырубки при зазорах, меньших оптимального, в детали возникают упругие деформации, увеличивающие размер детали, под действием которых диаметр детали становится больше диаметра матрицы, а диаметр вырубленного в заготовке отверстия - меньше диаметра пуансона. Поэтому вырубленная деталь застревает в матрице, а заготовка плотно охватывает пуансон. Необходимо прикладывать силу для проталкивания детали через матрицу и предусматривать съемник для съема заготовки с пуансона.
Усилие съема определяется формулой:
(2.5)
![]()
где μ - коэффициент трения
L- периметр детали
h - высота блестящего пояска
σs - напряжение текучести материала.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.