|
|
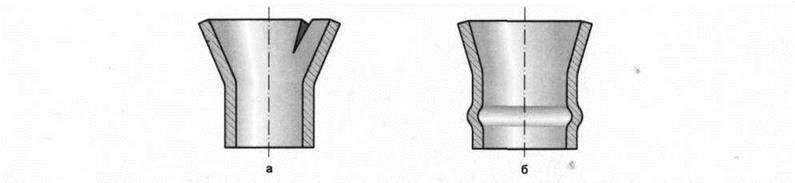
Рис.6.3 Проявление разрушений при раздаче
Трещина появляется за счет действия растягивающих тангенциальных напряжений, которые на краю заготовки достигают напряжения текучести as.
Кольцевая складка появляется за счет действия сжимающих меридиональных напряжений, которые могут достигнуть предела текучести σт .Это может произойти, если коэффициент трения на контактной поверхности достаточно велик(μ = 0,3-0,5), а также когда угол конуса а больше оптимального ( равного 15° - 25°), например, a = 40°- 45° и более.
Коэффициент раздачи определяется отношением диаметра краевой части заготовки после деформирования Д, к диаметру исходной заготовки d3.
|
|
(6.1)
Обычно предельный коэффициент раздачи составляет 1,3 - 1,4. Этот коэффициент тем больше, чем пластичнее материал, больше относительная толщина стенки S0/r3, больше угол конуса ά.
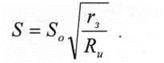
В процессе деформирования толщина стенки краевой части заготовки уменьшается за счет растяжения и в конечный момент деформирования ее величину можно определить по формуле:
|
|
(6.2)
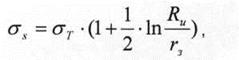
Максимальное меридиональное напряжение, действующее на границе деформируемой и недеформируемой части заготовки, определяется формулой:
|
|
(6.3)
Напряжение текучести σs можно определить по формуле:
|
|
(6.4)
где σт- предел текучести материала.
Как видно из формул, напряжение σρmах возрастает с увеличением коэффициента раздачи, коэффициента трения и зависит от угла конуса.
Оптимальный угол άопт , при котором напряжение σρmax имеет минимальную величину, составляет приблизительно 15° - 25°.Максимальная сила деформирования при раздаче:
![]() (6.5)
(6.5)
6.2 Содержание работы
В работе необходимо изучить формоизменение заготовки при раздаче, установить влияние степени деформации и величины коэффициента раздачи на силу деформирования и напряжения Ортах, определить предельное значение коэффициента раздачи, при котором образуются продольная трещина на конусной части или кольцевая складка на цилиндрической части заготовки.
Раздачу производят на трубных заготовках из меди или алюминия коническим пуансоном с углом конусности 20°, в качестве смазки используют машинное масло. В процессе раздачи записывают индикаторную диаграмму нагружения в координатах «сила - перемещение», постадийно, через каждые 5 мм, фиксируя силу деформирования в конце каждой стадии.Измеряют наружный диаметр Он и толщину Sдля каждой стадии, останавливая процесс, проводя соответствующие измерения и фиксируя силу деформирования.Находят максимальный диаметр при раздаче, при котором появляется продольная трещина. Соответствующий коэффициент раздачи является предельным.
Экспериментальные значения толщины стенки заготовки после раздачи и напряжения σρmax сравнивают с расчетными. Величину коэффициента трения рекомендуется принимать ц=0,15, предел текучести σт - по справочной литературе для испытываемого материала.
6.3 Оборудование, инструмент, образцы
Оборудование- гидравлический пресс силой 100 кН.
|
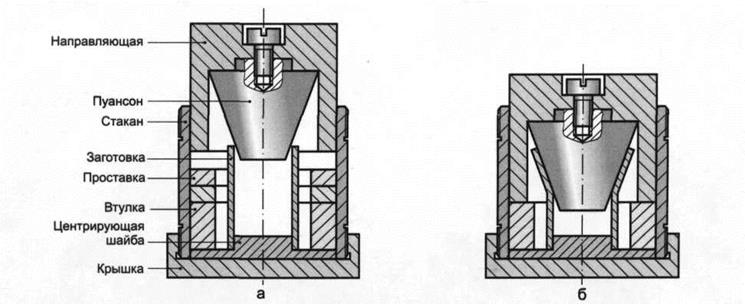
Рис.6.4 Специальное приспособление для раздачи |
|
Образцы - заготовки из трубы с наружным диаметром 30 мм, толщиной стенки 1,5 - 2 мм и длиной 48 мм. Материал - медь или алюминий. |
Инструмент - приспособление для раздачи с набором сменных вставок для ограничения хода на разных стадиях раздачи и коническим пуансоном (угол конусности 20°).
6.4 Порядок выполнения работы
1. Выполнить экспериментальные работы
1.1 Измерить толщину стенки Soи наружный диаметр dHисходной заготовки.
1.2 Установить в экспериментальное приспособление заготовку и полный комплект сменных вставок, предварительно смазав внутреннюю поверхность заготовки и поверхность пуансона машинным маслом.
1.3 Установить приспособление в пресс и провести раздачу заготовки до упора направляющей в верхнюю вставку, записывая при этом силу деформирования и перемещение.Зафиксировать конечные значения силы и перемещения.
1.4 Извлечь заготовку, измерить наружный диаметр DH, толщину стенки краевой части заготовки Sи высоту заготовки H1 .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.