1.5 Повторить этапы 1.2-1.4, последовательно снимая сменные вставки. На каждом из этапов записывать силу и перемещение, а также производить измерения по п.1.4.
1.6 Установить предельное формоизменение при раздаче, соответствующее появлению трещины и зафиксировать соответствующие силовые и геометрические параметры.
2. Выполнить теоретические расчеты по формулам
2.1 Определить коэффициент раздачи для каждого этапа деформирования.
2.2 Найти расчетное значение толщины стенки краевой части заготовки.
2.3 Установить экспериментальное значение напряжения, используя полученное при эксперименте значение силы Рмах.
2.4 Найти расчетное значение напряжения.
Размеры заготовки, результаты расчетов и экспериментов занести в таблицу, дать оценку изменения толщины стенки заготовки и напряжений в функции коэффициента раздачи.
|
№ этапа |
Заготовка |
Эксперимент |
Расчет |
K |
|
|
||||||||||
|
dH |
So |
d3 |
r3 |
H0 |
Pmax |
σρmax |
Dн |
S3 |
Rи |
H |
σρmax, Р |
Sp |
||||
По табличным данным построить графики зависимостей σρmax=f(K) и S/S0=f(K) 6.5 Выводы, которые должны быть получены по результатам работы
1. В процессе раздачи уменьшается толщина стенки краевой части заготовки.
2. Основной количественной хаρактеристикой операции раздачи является коэффициент раздачи, показывающий относительное увеличение диаметра заготовки.
3. Предельное значение коэффициента раздачи ограничивается появлением дефектов-продольных трещин на раздаваемой части заготовки или кольцевых складок на цилиндрической недеформируемой части заготовки.
4. С увеличением степени деформации (коэффициента раздачи) увеличивается сила деформирования, напряжения и уменьшается толщина стенки краевой части заготовки
Лабораторная работа № 7
Пластичность и сопротивление деформированию металла,
операция осадки
7.1 Основные сведения
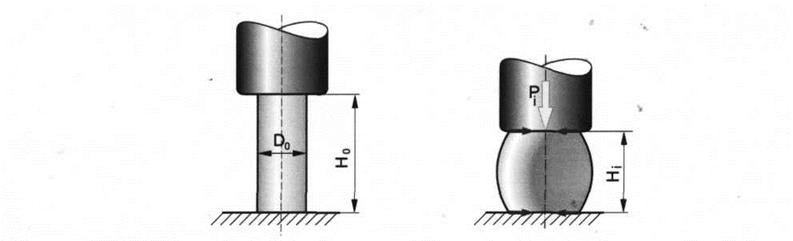
Осадка - операция обработки давлением, при которой заготовка сжимается между параллельными плитами, в результате чего высота заготовки уменьшается, а ее поперечные размеры увеличиваются (рис.7.1).
|
|
Рис.7.1 Деформирование заготовки в результате осадки
На рисунке показана исходная цилиндрическая заготовка диаметром Doи высотой Но (рис.7.1, а) и промежуточная стадия осадки, когда высота заготовки уменьшилась до значения Нi(рис.7.1, б). На заготовку действует деформирующая сила Pi и силы трения на контактных поверхностях заготовки и инструмента (плит).
Силы трения сдерживают течение металла в радиальном направлении, в связи с чем радиальная деформация слоев, примыкающих к контактной поверхности, будет меньше, чем слоев в средней части заготовки. В результате исходная цилиндрическая форма заготовки искажается, приобретая бочкообразность. Бочкообразность зависит от величины сил трения. При хорошей смазке контактных поверхностей (малые силы трения) бочкообразность невелика.
В процессе осадки заготовка проходит две стадии деформирования.
Деформация может быть упругая (исчезающая после снятия нагрузки) и пластическая (остающаяся после снятия нагрузки). При увеличении нагрузки упругая деформация переходит в пластическую. Пластическая деформация при осадке образца под действием внешней силы Р, количественно может быть определена величиной степени деформации, которая рассчитывается по формуле:
|
|
(7.1)
где H0 -начальная высота образца (заготовки); Hi- высота образца после его деформации под действием силы Pi.
Способность материалов необратимо деформироваться без разрушения под действием внешних сил называют пластичностью. Пластичность является основным фактором определяющим возможность формоизменения заготовки обработкой давлением. Пластичность материала количественно может быть определена максимальной степенью деформации (εmах) выше которой металл разрушается. Например, при осадке образца
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.