1. Возможность изготовления горловины в плоской заготовке с предварительно выполненным в ней отверстием определяется предельным коэффициентом отбортовки.
2. В процессе отбортовки происходит утонение стенки у краевой части горловины за счет действия в этой зоне растягивающих напряжений . Превышение предельных значений этих напряжений приводит к появлению трещин по краю борта, что соответствует предельному коэффициенту отбортовки.
3. Вероятность разрушения в процессе отбортовки уменьшается при использовании более пластичных материалов, заготовок с большей относительной толщиной (Soldo),с более качественной поверхностью отверстия (сверленые и развернутые по сравнению с пробитыми) ,с увеличением коэффициента отбортовки.
4. Усилие отбортовки тем больше, чем меньше коэффициент отбортовки, толще материал, вышепредел текучести материала и меньше радиус скругления матрицы.
Лабораторная работа № 5
Исследование операции обжима
5.1 Основные сведения об операции обжима
Операция обжима трубной заготовки заключается в пластическом деформировании концевой части заготовки конической матрицей, в результате чего происходит уменьшение поперечных размеров заготовки. При этом ее концевая часть получает форму конуса или конуса, переходящего в цилиндр, диаметр которого меньше диаметра исходной заготовки (рис. 5.1).
Рис.5.1 а- заготовка, б- обжим на конус, в- обжим на цилиндр
При обжиме заготовка заталкивается в матрицу силой Р, перемещаясь относительно нее в осевом направлении. Напряженное состояние в деформируемой части заготовки и обозначения размеров, принятых при расчете операции, показано на рис. 5.2.
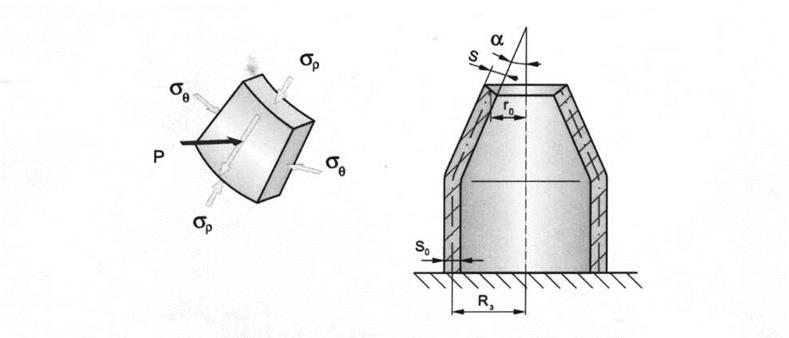
Рис.5.2 Напряженное состояние в деформируемой части заготовки при обжиме.
Так как размеры стенки заготовки при деформировании уменьшаются, то меридиальные напряжения σρ и тангенциальные напряжения σθ будут сжимающими. Кроме того, на поверхности контакта с матрицей действуют силы трения μP, направленные против движения (μ - коэффициент трения).
Под действием этих сжимающих напряжений толщина стенки конусной части увеличивается по сравнению с толщиной стенки заготовки, начиная от входа в конусную часть и достигая у свободного края максимального значения:
|
|
(5.1)
Важным показателем операции обжима является коэффициент обжима:
|
|
(5.2)
где D3 - диаметр исходной заготовки,
d0 - минимальный диаметр после обжима.
Максимальное значение коэффициента обжима определяется возможностью получения качественной детали (отсутствие разрушения и искажения правильной геометрической формы). Для обжима характерно, что предельный коэффициент обжима лимитируется не разрушением детали, а искажением ее формы, которое появляется после достижения определенной величины действующих в стенке напряжений.
Это объясняется тем, что в деформируемой части заготовки имеют место только сжимающие напряжения, а появление трещин и разрушение происходит только под действием растягивающих напряжений, которые в данном случае отсутствуют. Поэтому опасности появления трещин и разрушения при обжиме не возникает.
Фактором, определяющим предельный коэффициент обжима, является появление продольных складок на деформируемой (конической) части заготовки и поперечных кольцевых складок (гофр) на недеформируемой (цилиндрической) части (рис.5.3).
|
|
Рис.5.3 Потеря устойчивости стенки: а - кольцевые складки, б - продольные складки
С увеличением напряжений σρ растет сила деформирования Р и при достижении критического значения и соответствующего значения Р мах появляются кольцевые складки. Максимальная величина напряжений σρмах определяется формулой:
![]()
(5.3)
где σs≡σт - напряжение текучести, μ- коэффициент трения.
Величина максимальных напряжений σρмах, вызывающих потерю устойчивости с образованием кольцевых складок во многом зависит от относительной толщины заготовки SIDи при 100S/D ≥ 2 может приниматься примерно равной пределу текучести.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.