8.4 Порядок выполнения работы
1. Выполнить теоретические расчеты
1.1 По заданным размерам поковки определить объем поковки, объем и размеры заготовки
1.2 Определить силу штамповки в предположении, что напряжение текучести в конечный момент равно пределу текучести (σs = σт)
2. Выполнить экспериментальные работы
2.1 Разобрать штамп, установить на его нижнюю часть заготовку и сменную проставку, собрать штамп и установить его в пресс.
2.2 Произвести промежуточную стадию штамповки с замером силы.
2.3 Разобрать штамп, удалить поковку и сменную проставку, начертить эскиз поковки, проставить ее размеры.
2.4 Установить на нижнюю часть штампа поковку, собрать штамп ( без проставки), установить в пресс.
2.5 Произвести окончательную штамповку с замером силы штамповки
2.6 Разобрать штамп, удалить поковку, начертить эскиз поковки, проставить ее размеры
3. Произвести обработку полученных данных
3.1 Используя экспериментальное значение силы штамповки и площади поковки (с облоем) определить напряжение текучести на промежуточной и окончательной стадиях штамповки.
3.2 Сравнить значения напряжений текучести с пределом текучести на разных стадиях штамповки.
8.5 Выводы, которые должны быть получены по результатам работы
1. Объемная штамповка является заготовительной операцией, в результате которой изготовляется поковка, форма и размеры которой максимально приближены к готовой детали. В дальнейшем необходимые точные размеры детали получаются механической обработкой поковки ( резанием).
2. Чертеж поковки составляется по чертежу готовой детали с назначением припусков, допусков и напусков, величина которых регламентирована ГОСТом.
3. По чертежу поковки определяется объем поковки, а по последнему - объем заготовки, учитывающий наличие облоя и угара металла (дополнительно примерно 18-20%)
4. По объему заготовки определяются ее размеры по соотношению высоты к диаметру К=1,8-2,0).
5. Штамповка проходит в 3 стадии - свободная осадка до соприкосновения металла с боковыми стенками полости штампа, заполнение полости с вытеканием металла в облой, доштамповка для компенсации колебаний объема и износа полости штампа, когда весь избыток металла выходит в заусенец.
6. Характер изменения силы штамповки по ходу деформирования характеризуется плавным нарастанием силы на первых стадиях штамповки с резким возрастанием на стадии доштамповки.
![]() Лабораторная
работа № 9
Лабораторная
работа № 9
Исследование операции прессования
9.1 Основные сведения об операции прессования
Прессование - процесс обработки давлением разных материалов с целью уплотнения, изменения формы, механических и других свойств материала.
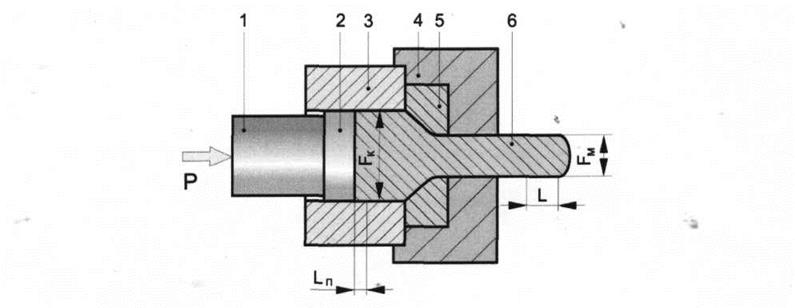
Одной из широко применяемых в прессовании технологических схем является вытеснение металла из контейнера через отверстие заданного сечения в инструменте - матрице (рис. 9.1). Таким способом получают прутки, трубы и разнообразные профили с высоким качеством поверхности и высокой точностью размеров поперечного сечения изделия.
|
|
Рис.9.1 Схема прессования
Процесс прессования состоит в следующем. Заготовку, нагретую до заданной температуры, помещают в контейнер 3. В торцевой части контейнера в специальном матрицедержателе 4 установлена матрица 5 с отверстием требуемой формы, которая формирует контур прессуемого профиля 6. С противоположного конца в контейнер вводят пуансон или пресс-штемпель 1.
На торце пуансона для предохранения его от термических воздействий и уменьшения трения о контейнер помещают пресс-шайбу 2, диаметр которой немного больше, чем у пуансона. Усилие пресса через пуансон и пресс-шайбу передается к заготовке, заставляя металл вытекать через отверстие в матрице, образуя требуемый профиль. Такое прессование называется прямым. Этим способом можно изготовлять не только сплошные профили, но и полые. В этом случае используют заготовку с предварительно полученным отверстием, либо отверстие прошивают на том же прессе уже в процессе прессования.
Общую деформацию при прессовании обычно характеризуют вытяжкой μ, которую определяют как отношение площадей поперечного сечения контейнера FKи отверстия в матрице FM:
|
|
(9.1)
Поскольку объем деформируемого металла не изменяется, вытяжку можно определять как отношение длины полученного пресс-изделия Lк длине выдавленной из контейнера части заготовки, которая равна (в установившейся стадии процесса прессования) перемещению пуансона Ln.
Действительно, LnFK = L FM , откуда FKIFM = LI Ln и
|
|
(9.2)
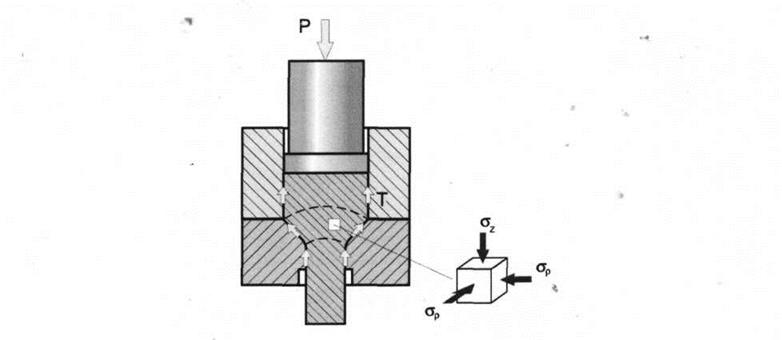
На рис. 9.2 показана схема напряженного состояния при операции прессования.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.