Рис.9.2 Схема напряженного состояния при операции прессования.
Очаг пластической деформации сосредоточен в области, ограниченной двумя сферами (показано пунктиром). Выше и ниже этих сфер металл находится в жестком состоянии и перемещается без пластической деформации. Внутри очага деформации на любой выделенный элемент действуют радиальные сжимающие напряжения σρ, а в осевом направлении - осевые сжимающие напряжения σρ, следовательно, металл находится в условиях всестороннего сжатия. Такая схема напряженного состояния обеспечивает деформируемому металлу наиболее высокую пластичность.
Поэтому из всех процессов обработки металлов давлением прессование протекает при наиболее благоприятной схеме напряженно-деформированного состояния, что позволяет получать очень большие деформации за один ход пресса. Так, например, вытяжка μ = L/ Lnпри прессовании может быть 100 и выше.
Общая сила P1, обеспечивающая выдавливание металла, складывается из силы Рд , необходимой для преодоления сопротивления металла деформации, и силы Т для преодоления трения. Силы трения действуют на контактных поверхностях металла со стенками контейнера, конуса матрицы и очка матрицы.
Составляющая общей силы прессования, идущая на преодоление сил трения, может достигать больших значений (до 30 % и выше от общей силы).
Сила прессования может быть определена по формуле:
|
|
(9.3)
где: Dи d- диаметры контейнера и очка матрицы соответственно,
Lи / - длина заготовки и длина цилиндрической части очка матрицы,
μ. - коэффициент трения,
σт - предел текучести материала,
FKи F- сечения контейнера и изделия соответственно,
ά - угол при вершине конуса матрицы (рад.)
9.2 Содержание работы
В работе необходимо изучить технологию прессования, экспериментально наблюдать последовательное формоизменение заготовки, определить коэффициент вытяжки, объем и размеры заготовки, силу прессования и напряжение текучести на разных стадиях ее деформирования.
9.3 Оборудование, инструмент, образцы
Оборудование - пресс, номинальной силой 100 Кн.
Инструмент - экспериментальное приспособление для прессования.
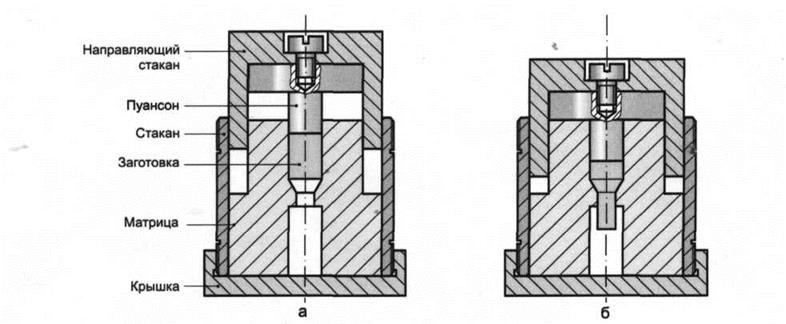
Рис.9.3 экспериментальное приспособление для прессования.
Образцы- заготовки диаметром 12 мм, высотой 13 мм из алюминиевого сплава АДО. Измерительный инструмент - штангенциркуль, микрометр.
9.4 Порядок выполнения работы
1. Выполнить теоретические расчеты
1.1 По заданным размерам изделия определить объем и размеры заготовки
1.2 Определить силу прессования
1.3 Определить коэффициент вытяжки
2. Выполнить экспериментальные работы
2.1 Начертить эскиз заготовки, проставить размеры.
2.2 Разобрать штамп, смазать матрицу машинным маслом, установить в матрицу заготовку, собрать штамп и установить его в пресс.
2.3 Произвести прессование, замерить силу прессования.
2.4 Разобрать штамп, удалить изделие с прессостатком, начертить эскиз изделия, проставить размеры.
3. Произвести обработку полученных данных
3.1 Используя экспериментальное значение силы прессования определить напряжение текучести на контактной поверхности материала и пуансона и сравнить с пределом текучести материала.
3.2 Из условия разности объемов заготовки и полученного изделия (без прессостатка) определить процент отхода металла.
9.5 Выводы, которые должны быть получены по результатам работы
1. Прессование является технологическим процессом обработки давлением, которым получают длинномерые изделия -профили с различной формой поперечного сечения. Форма изделия определяется формой отверстия матрицы, через которую производится выдавливание материала заготовки.
2. Прессование обеспечивает высокое качество поверхности изделия и высокую точность размеров.
3. В очаге деформации при прессовании металл подвержен всестороннему сжатию, что обеспечивает повышенную пластичность. Поэтому прессованием можно изготовлять изделия из высокопрочных и труднодеформируемых материалов.
4. При прессовании действуют большие силы трения материала по стенкам контейнера и матрицы, что вызывает их повышенный износ.
5. Чертеж поковки составляется по чертежу готовой детали с назначением припусков, допусков и напусков, величина которых регламентирована ГОСТом.
6. По чертежу поковки определяется объем поковки, а по последнему - объем заготовки, учитывающий наличие облоя и угара металла ( дополнительно примерно 18-20%)
7. По объему заготовки определяются ее размеры по соотношению высоты к диаметру К=1 ,8-2,0).
8. Штамповка проходит в три стадии - свободная осадка до соприкосновения металла с боковыми стенками полости штампа, заполнение полости с вытеканием металла в облой, доштамповка для компенсации колебаний объема и износа полости штампа, когда весь избыток металла выходит в заусенец.
9. Характер изменения силы штамповки по ходу деформирования характеризуется плавным нарастанием силы на первых стадиях штамповки с резким возрастанием на стадии доштамповки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.