Рис.8.5 Схема обрезки облоя.
При объемной штамповке в большинстве случаев нельзя сразу получить сквозные отверстия в поковках. Поэтому обычно делают наметку с перемычкой толщиной не менее 4 мм. При более тонкой перемычке резко возрастают удельные силы на выступах штампов, что приводит к их преждевременному износу.
После штамповки выполняют пробивку перемычек. В ряде случаев эти операции обрезки облоя и пробивки перемычек выполняют одновременно в комбинированных штампах соответствующей конструкции. Затем поковки очищают от окалины, подвергают термической обработке и т.д. После выполнения отделочных операций поковки поступают в механообрабатывающие цеха, где они служат заготовками для получения деталей машин, поступающих затем на сборку.На поверхности поковок, для которых горячая объемная штамповка не обеспечивает требуемые точность размеров и шероховатость поверхности, назначают дополнительный слой металла (припуск) на последующую обработку резанием. Кроме того, назначают допуски на размеры поковок, которые учитывают возможную недоштамповку по высоте, износ ручьев штампов, сдвиг штампов и другие факторы. Припуски и допуски назначают в соответствии с ГОСТ7505-89.Если отдельные элементы поковки нельзя (или затруднительно) получить штамповкой, на соответствующих участках поковки делают напуск для упрощения ее формы. В частности, на отверстия диаметром менее 30 мм устанавливают напуск, так как стойкость выступа для получения наметки в этом случае будет очень мала, и такие отверстия целесообразней получать сверлением. Впоследствии напуск, как и припуск, удаляют обработкой резанием. После разработки чертежа поковки рассчитывают объем исходной заготовки по формуле
![]()
(8.1)
где Un - объем поковки, определяемый по чертежу поковки; UОб -объем облоя (при выполнении практической работы можно принять равным 18% от объема поковки Un; Uуг - объем металла, идущего на угар при нагреве заготовок (при нагреве в газовой печи составляет 2%, а при электронагреве -1 % от объема поковки).
Для избежания продольного изгиба заготовки при штамповке необходимо, чтобы отношение высоты к диаметру заготовки К было менее 2,5. Обычно принимают К = (1,8...2,2). Зная объем заготовки и назначив К, определяют диаметр заготовки:
|
|
(8.2)
Силу штамповки можно определить по формуле:
|
|
(8.3)
где σs-напряжение текучести,
F - площадь проекции поковки в плане включая облой
8.2 Содержание работы
В работе необходимо изучить технологию объемной штамповки в открытом штампе, экспериментально наблюдать последовательное формоизменение заготовки, определить объем и размеры заготовки, силу штамповки и напряжение текучести на разных стадиях ее деформирования.
8.3 Оборудование, инструмент, образцы
Оборудование - пресс, номинальной силой 100 Кн.
Инструмент - экспериментальное приспособление для открытой штамповки.
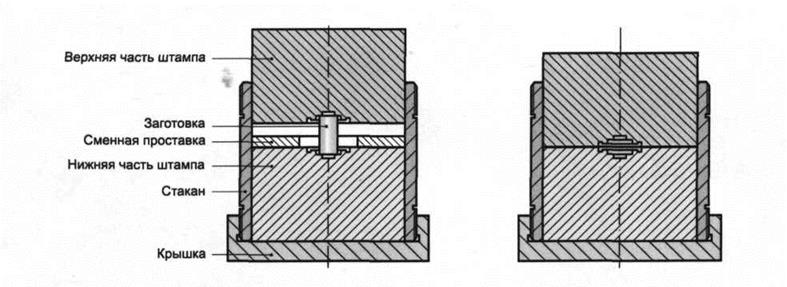
Рис.8.6 приспособление для открытой штамповки.
Образцы - заготовки диаметром 8 мм, высотой 10,5 мм из алюминиевого сплава. АДО Измерительный инструмент - штангенциркуль, микрометр.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.