Минимальный припуск под зенкерование:
![]()
Минимальный припуск под сверление:
![]() .
.
Рассчитаем минимальные размеры:
для чистового развертывания: D3min=7,94 мм (по чертежу)
для зенкерования: D2
min= D3 min -2![]() -T2=7,94 - 0,154 - 0,058=7,728 мм;
-T2=7,94 - 0,154 - 0,058=7,728 мм;
для сверления: D1
min = D2 min -2![]() -T1=7,728 – 0,282 – 0,220 = 7, 226 мм;
-T1=7,728 – 0,282 – 0,220 = 7, 226 мм;
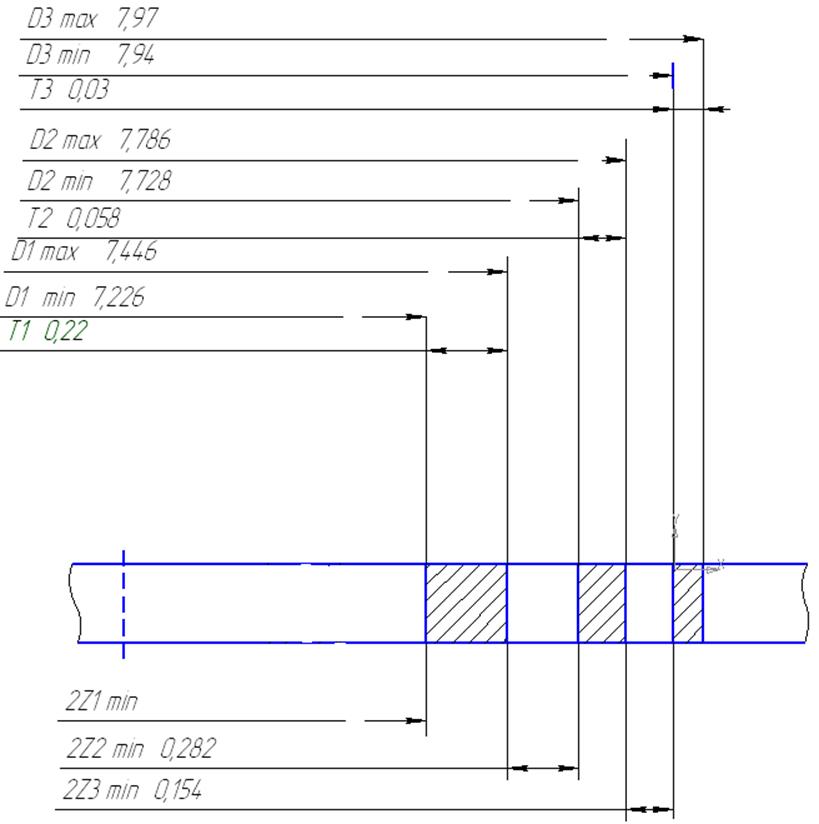
Направление обработки
Рис. 1. Схема припусков, допусков в мм.
3.8. Расчёт режимов резания и норм времени.
Операция 025 Комплексная на ОЦ с ЧПУ. Фрезерный ОЦ с ЧПУ MV-154E/12
1.Фрезеровать паз
Режущий инструмент: Фреза концевая Фирмы “SANDVIK Coromant”
1. глубина резания t=5мм
2. подача S=0,05 мм/об [1] т.2 с.283 табл.34
3. скорость резания
 KmvKпvKuv
KmvKпvKuv
Т=80мин [1]т.2 с.290 табл.40,
Т – период стойкости фрезы.
z – число зубьев фрезы.
В – ширина фрезерования.
Сv=234 [1]т.2 с.287 табл.39
m=0,37[1]т.2 с.287 табл.39
х=0,24[1]т.2 с.287 табл.39
y=0,26[1]т.2 с.287 табл.39
q=0,44[1]т.2 с.287 табл.39
u=0,1 [1]т.2 с.287 табл.39
p=0,13[1]т.2 с.287 табл.39
Kmv=1,3;  [1]т.2 с.261
[1]т.2 с.261
Kmv – поправочный коэффициент, учитывающий качество обрабатываемого материала;
![]() - коэффициент,
характеризующий группу стали по обрабатываемости;
- коэффициент,
характеризующий группу стали по обрабатываемости;
Kпv=0,9 [1]т.2 с.263 табл.5,
Kпv – коэффициент, учитывающий состояние поверхности заготовки
Kuv=1 [1]т.2 с.263 табл.6,
Kuv – коэффициент, учитывающий влияние инструментального материала на скорость резания

4. Частота вращения шпинделя

Принимаем nст=2400мин-1

5. Основное время

6. Штучное время
Tшт=tоп+tобсл+tп=t0+tв+tт+tорг+tп
где tв=0,007 мин
tоп=0,03+0,007=0,037 мин;
tобсл=0,06tоп=0,06*0,037=0,0022мин
tп=0,025tоп=0,025*0,037=0,00093мин
Тшт=0,037+0,0022+0,00093=0,04013 мин
2. Центровать отв. Ø6,4+0,036
 ,
,
где Cv= 40.7, q=0.25, y= 0.4, m=0.125 [2], табл.28, стр.278
S = 0,66 мм/об [2], табл.25, стр.277
Т = 60 [2], табл.30, стр.280
Kv = KMv *Kuv*Klv= 0.8*2.5*0.9=1.8 [2], табл.4, стр.263
V = 
4.Частота вращения шпинделя

Принимаем nст=3750мин-1

5. Основное время

6. Штучное время
Tшт=tоп+tобсл+tп=t0+tв+tт+tорг+tп
где tв=0,005 мин
tоп=0,0029+0,005=0,0079 мин;
tобсл=0,06tоп=0,06 0,0146=0,0009мин
tп=0,025tоп=0,025 0,0146=0,00037мин
Тшт=0,0146+0,0009+0,00037=0,0159 мин
3. Сверлить 2 отв. Ø6+0,3
Режущий инструмент: Сверло 2463-6,1 Фирма “GUHRING”
1. глубина резания t=3мм
2. подача S=0,06мм/об [1] т.2 с.277 табл.26
3. скорость резания
 KmvKlvKuv
KmvKlvKuv
Т=25мин [1]т.2 с.279 табл.30,
Т – период стойкости сверла
Сv=7,0 [1]т.2 с.278 табл.28
m=0,2 [1]т.2 с.278 табл.28
y=0,7 [1]т.2 с.278 табл.28
q=0,4 [1]т.2 с.278 табл.28
Kmv=1,3; [1]т.2 с.261
Kmv – поправочный коэффициент, учитывающий качество обрабатываемого материала
Klv=1,0 [1]т.2 с.280 табл.31,
Klv – коэффициент, учитывающий глубину сверления.
Kuv=1 [1]т.2 с.263 табл.6,
Kuv – коэффициент, учитывающий влияние инструментального материала на скорость резания.

4.Частота вращения шпинделя

Принимаем nст=3750мин-1

7. Основное время

8. Штучное время
Tшт=tоп+tобсл+tп=t0+tв+tт+tорг+tп
где tв=0,005 мин
tоп=0,147+0,005=0,152 мин;
tобсл=0,06tоп=0,06*0,152=0,00912мин
tп=0,025tоп=0,025*0,152=0,0038мин
Тшт=0,147+0,00912+0,0038=0,16 мин
4. Расточить 2 отв. Ø6,4+0,36 на L=6+1,0
Режущий инструмент: Резец BR1606-21 Фирма “ANN WAY”
1. глубина резания t=0,2мм
2. подача S=0,25 мм/об [1] т.2 с.268 табл.14
3. скорость резания
 KmvKпvKuv
KmvKпvKuv
Т=60мин [1]т.2 с.279 табл.30,
Т – период стойкости резца
Сv=420 [1]т.2 с.269 табл.17
m=0,2 [1]т.2 с. 269 табл.17
y=0,2 [1]т.2 с. 269 табл.17
x=0,15 [1]т.2 с. 269 табл.17
Kmv=1,3; [1]т.2 с.261
Kmv – поправочный коэффициент, учитывающий качество обрабатываемого материала
Klv=1,0 [1]т.2 с.280 табл.31,
Klv – коэффициент, учитывающий глубину сверления
Kuv=1 [1]т.2 с.263 табл.6,
Kuv – коэффициент, учитывающий влияние инструментального материала на скорость резания

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.