Для большей наглядности потоки поездных локомотивов различных депо приписки показываются на схеме станции разными цветами (см. рисунки 3, 4).
В соответствии с намеченными числом, специализацией и объемом работы технологических линий в проекте базового варианта излагается технология работы парков приема, сортировочных горок, сортировочных, отправочных и транзитных парков и указываются (в учебном проекте – определяются) основные параметры технологических линий в этих парках.
Параметрами технологических линий являются:
а) для бригад вагонников – количество групп в бригаде и число бригад в каждом парке;
б) для сортировочных горок и вытяжек формирования – нормы времени на маневровые операции и число маневровых локомотивов;
в) для системы обеспечения составов поездными локомотивами и локомотивными бригадами – среднесуточное число выдач поездных локомотивов и явок локомотивных бригад на каждый выходной участок и величина технологического резерва локомотивов и локомотивных бригад каждого депо приписки;
г) для выходных участков – пропускная способность участка, число ниток в расписании для грузовых поездов и ниток, отменяемых по различным причинам в среднем в сутки.
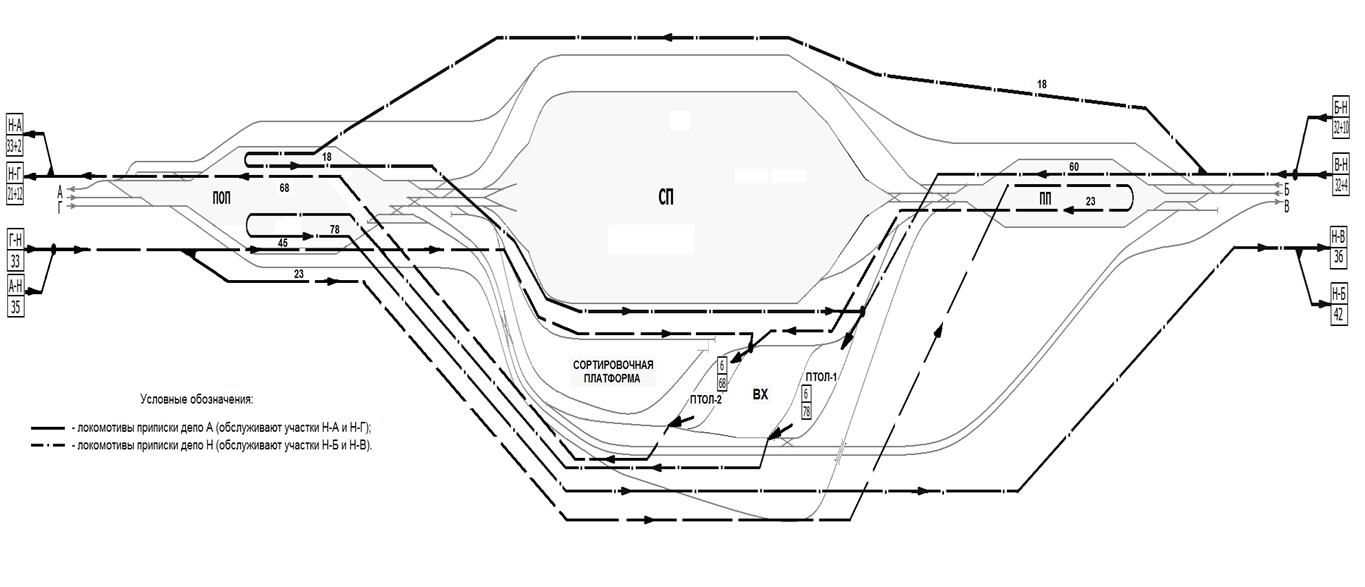
Рисунок 3 – Потоки локомотивов по односторонней станции
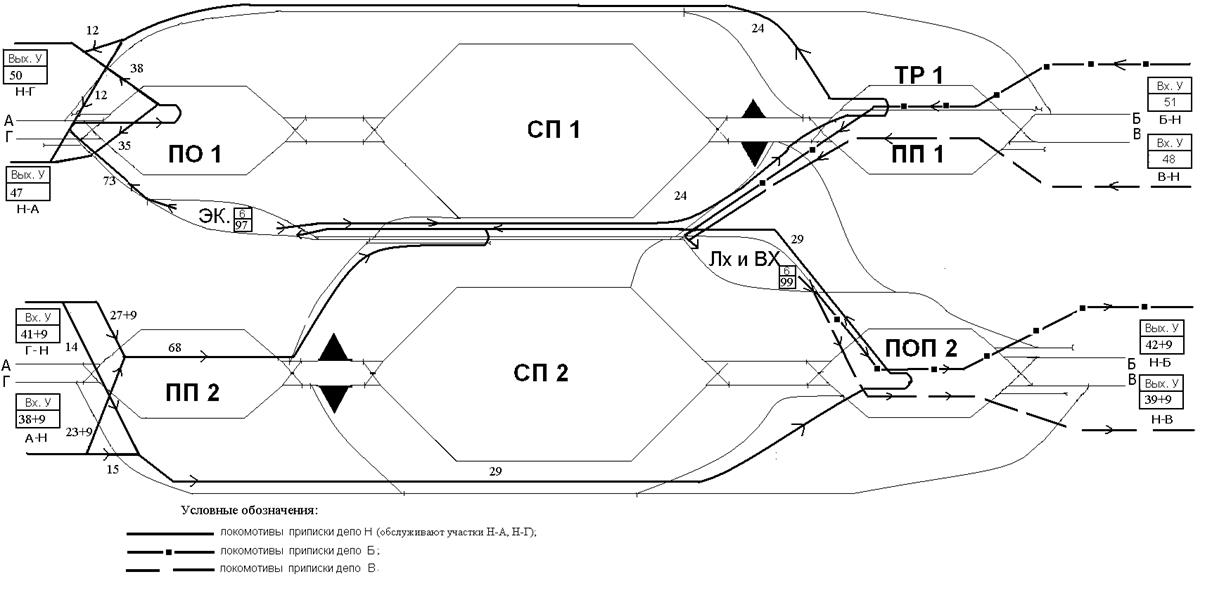
Рисунок 4 – Потоки локомотивов по двухсторонней станции
3.2 Технология обработки разборочных поездов в парках приема
В реальном проекте излагается существующая технология обработки разборочных поездов и угловых составов в парках приема, указывается состав и специализация бригад ПТОВ в этих парках, приводятся технологические графики обработки поступивших в расформирование составов и указываются фактические затраты времени на обработку одного вагона одной группой бригады ПТОВ. В заключение дается краткий анализ недостатков существующей технологии.
В учебном проекте в этом пункте излагается технология обработки разборочных поездов и угловых составов в парках приема в соответствии с ТТП.
Для расчета на ЭВМ продолжительности обработки составов бригадами вагонников и простоя составов в ожидании обработки определяется минимально необходимое количество групп в бригадах ПТОВ и число этих бригад в каждом парке приема.
Минимальное количество групп во всех бригадах ПТОВ на каждой технологической линии парка приема определяется из условия, чтобы коэффициент загрузки группы в многогруппной бригаде не превышал 0,85. Такой уровень коэффициента загрузки группы принят потому, что у бригады ПТОВ, состоящей из двух-пяти групп, коэффициент загрузки будет на 0,06-0,12 больше, чем у отдельной группы. Отсюда
 (1)
(1)
где τ – средняя продолжительность обработки группой одного вагона, мин;
Nобр – среднесуточное число составов, обрабатываемых всеми бригадами ПТОВ на данной технологической линии парка приема; 1440 – минут в сутках.
При nгр ≥ 6 принимается, что обработка составов производится двумя бригадами, в противном случае – одной. На схеме станции «в рыбках» в прямоугольнике, соответствующем данной технологической линии парка приема, указывается число бригад на этой линии.
3.3 Технология расформирования — формирования составов на сортировочных горках
В реальных проектах излагается существующая технология расформирования — формирования составов на сортировочных горках, приводятся фактическая продолжительность элементов горочного цикла (заезда tз, надвига tн, роспуска составов tр, осаживания вагонов tос), а также общая затрата локомотиво-минут на расформирование одного состава Трас с учетом враждебности маршрутов, прицепки горочного локомотива к составу и уборки средств закрепления и продолжительность занятия горки окончанием формирования составов в течение суток. Последние величины определяются на основе хронометражных наблюдений за работой горок и горочных локомотивов. При этом учитываются отвлечения последних на выполнение работ, не связанных с расформированием составов, и их простои по враждебности маршрутов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.