Готовый блок проталкивает по столу вновь образованным блоком на транспортер термоусадочного модуля, в камере которого под действием горячего воздуха происходит усадка пленки.
После прохождения камеры блок обдувается вентилятором, пленка остывает и обтягивает блок, создавая упаковку, готовую к дальнейшей транспортировке.
Так же используется рольганг-накопитель, исключающий повреждения упаковки при переносе неостывшего блока вручную.
Работа оператора заключается в осуществлении визуального контроля над функциями машины.
В состав электросхемы входят:
температурный контроллер, расположенный на лицевой панели
электрошкафа и предназначенный для задания и поддержания заданной
температуры сварочной головки;
контроллер ТР02,
расположенный внутри электрошкафа, который
осуществляет управление всей машиной;
- органы управления, расположенные на лицевой панели;
- панель уставок ОР05,
расположенная на лицевой панели электрошкафа,
которая предназначена для изменения временных уставок, отображения счетчика
упаковок;
- электродвигатели
размотки пленки (верхний и нижний) и подающего
транспортера.
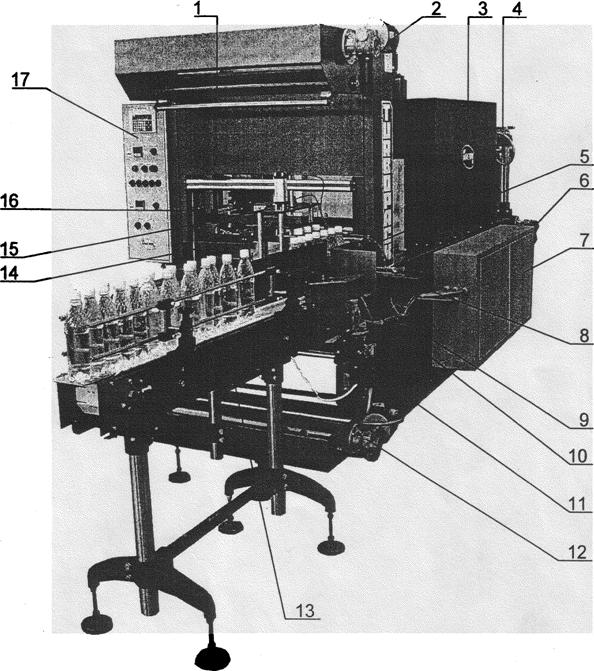
Рисунок.1.1 – Общий вид упаковочной машины «ТУРБОПАК-А»
1- узел верхней размотки рулона пленки; 2- нагнетатель; 3-
термоусадочная камера; 4- вентилятор; 5- датчик формирования ряда; 6- привод
транспортера
термоусадочного модуля; 7- электрошкаф термоусадочного модуля; 8- толкатель
формирователя блока; 9- узел фиксации бутылок на транспортере; 10- рабочий
стол; 11- узел разделение рядов; 12- узел нижней размотки рулона пленки; 13-
подающий транспортер; 14- узел перемещения блока в зону обвивки пленкой; 15-
узел фиксациибутылок на столе; 16- узел сварки с прижимом и сварочной головкой;
17- пульт управления.
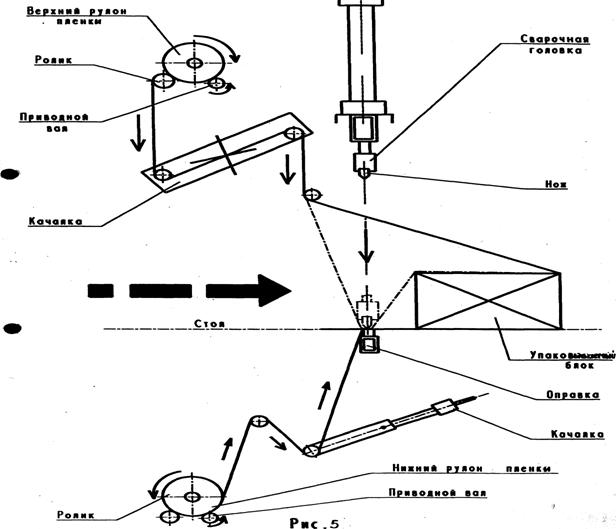
Рисунок 1.2. – Схема упаковки.
Рисунок 1.3. график переходного процесса.
2. Параметрический синтез системы автоматического регулирования.
2.1 Аппроксимация переходной характеристики объекта апериодическим звеном первого порядка. 1 способ.
Определяем коэффициент усиления, который будет постоянен для всех методов.
Определяем участок запаздывания и постоянную времени T. Для этого проводим касательную к точке перегиба переходной характеристики объекта до пересечения ее с осью абсцисс.
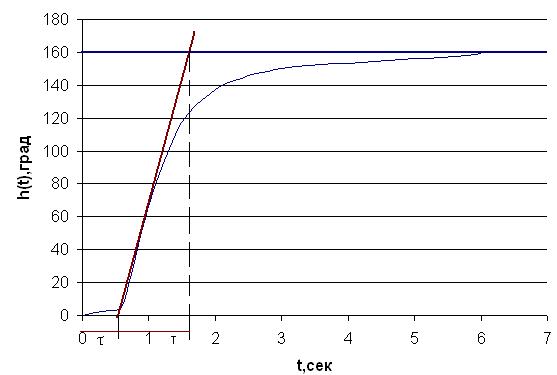
Рис.2.1. Экспериментальная характеристика.
Определяем величину запаздывания τ = 0,5 сек. Находим величину, соответствующую абсциссе точки пересечения касательной с установившимся значением t* = 1,6. Определяем постоянную времени объекта как T=t*-τ=1,6-0,5=1,1 сек.
Полное запаздывание ![]()
Коэффициент усиления находим по формуле:
![]() , где
, где
![]() -
установившееся значение переходной характеристики.
-
установившееся значение переходной характеристики.
![]() –
единичное ступенчатое воздействие.
–
единичное ступенчатое воздействие.
![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.