Интегральная оценка качества получившегося переходного процесса.
Определим передаточную функцию системы:
Определим выражение для сигнала на выходе системы:
h(t)=98,23exp(-1,49t)+104,48exp(-3t)*cos(-4,16t+2,79).
Определим интеграл от выражения (h(t)-hуст), который и будет являться интегральной оценкой качества переходного процесса:

Определим показатели качества получившегося переходного процесса.
1) Время переходного процесса tp=0,98 секунд;
2) Перерегулирование s=(hmax1-hуст)/hуст=0%, при допустимом перерегулировании 20%.
3) Число колебаний 0;
4) Колебательность d=hmax2/hmax1*100%=100%;
5) Частота колебаний для данного процесса не определяется;
6) Время достижения первого максимума tmax=0,6 секунд;
7) Время нарастания переходного процесса tн=0,38 секунд;
8) Степень затухания y=(Аi-Ai+1)/Ai=0.
В точке 4
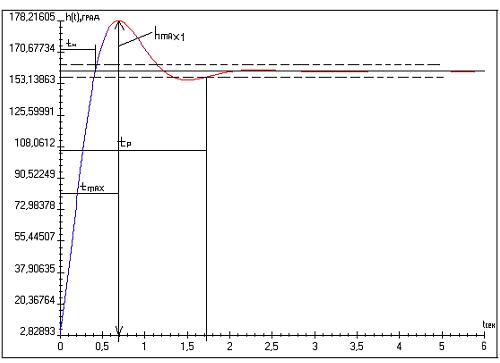
Рис. 2.19. График переходного процесса замкнутой САР
с параметрами регулятора в точке 4.
Интегральная оценка качества получившегося переходного процесса.
Определим передаточную функцию системы:
Определим выражение для сигнала на выходе системы:
h(t)=44,48exp(-0,35t)+50,966exp(-3,57t)*cos(-5,74t+2,62).
Определим интеграл от выражения (h(t)-hуст), который и будет являться интегральной оценкой качества переходного процесса:

Определим показатели качества получившегося переходного процесса.
1) Время переходного процесса tp=1,72 секунд;
2) Перерегулирование s=(hmax1-hуст)/hуст=0%, при допустимом перерегулировании 20%.
3) Число колебаний 0;
4) Колебательность d=hmax2/hmax1*100%=100%;
5) Частота колебаний для данного процесса не определяется;
6) Время достижения первого максимума tmax=0,7 секунд;
7) Время нарастания переходного процесса tн=0,46 секунд;
8) Степень затухания y=(Аi-Ai+1)/Ai=0.
Построим в одной плоскости и в разных масштабах кривые С0=f(C1) и I=f(C1). При анализе полученных кривых можно сделать вывод, что точка, находящаяся правее максимума имеет настроечные параметры регулятора, при которых переходный процесс получается высокого качества.
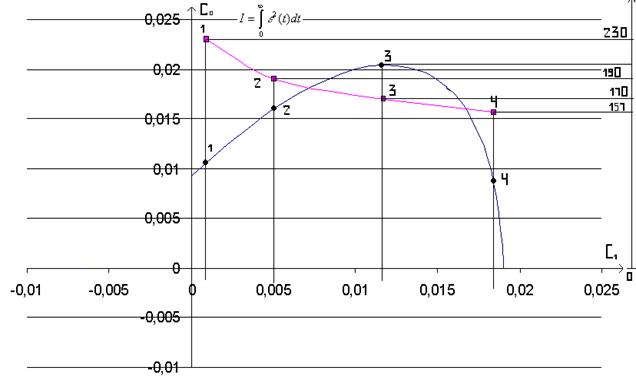
Рис. 2.20 Кривые С0=f(C1) и I=f(C1).Сравнительная зависимость интегральной оценки от выбора точек на линии равной степени затухания.
Вывод: оптимальные параметры ПИД-регулятора соответствуют точке 4. Из графика на рис.20 видно, что минимум кривой интегрального качества приходится на точку Т4 с настройками регулятора C1 = 0,0184, C0= 0,0085, следовательно в этой точке будет наиболее оптимальный процесс для регулирования.
2.7. Структурная схема автоматизации.
Рис 2.21. Структурная схема автоматизации регулирования температуры ножа вМАШИНЕ УПАКОВОЧНОЙ ТЕРМОУСАДОЧНОЙ МОДЕЛИ «ТУРБОПАК-А».
В данной схеме:
Р – регулятор (ТРА-12000А совместно с ЭВМ)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.