Геометрические параметры и ряд конструктивных элементов не оптимальны.
1.5. Конструкции метчиков для труднообрабатываемых материалов и резьб повышенной точности.
Метчики с прерывной резьбой.
При нарезании вязких и труднообрабатываемых материалов (алюминий, медь, мягкая сталь, жаропрочные и нержавеющие стали, титановые сплавы и др.) обычные метчики часто ломаются и не дают чисто обработанной резьбы. Режущие зубья действуют как клинья, а обрабатываемый материал оказывает сравнительно небольшое сопротивление непрерывному ряду зубьев. Отделяемая стружка всей массой давит на зубья, и если периодически не вывертывать метчик, то он начнет настолько сильно заедать, что может сломаться. Процесс нарезания сопровождается большими силами трения между витками инструмента и детали, прессовыванием стружки в канавках и между витками, а отсюда и защемлением метчика в отверстии.
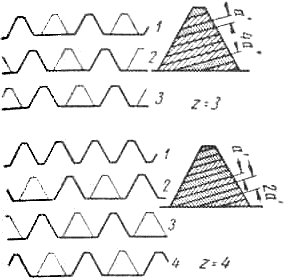
Для облегчения работы нарезания хорошо себя зарекомендовали метчики с прерывной резьбой, у которых зубья срезаются в шахматном порядке (см лист №5 черт. док.). На практике применяют две схемы: по первой срезание зубьев чередуется от одного пера к другому в, шахматном порядке, а по второй — от витка к витку через каждый оборот. Срезание зубьев осуществляется, как правило, только на калибрующей части, хотя первая схема допускает эту возможность также и на режущей части. По второй схеме это недопустимо из-за чрезмерной нагрузки на зубья режушей части.
|
Схема срезания витков от пера к перу. |
Метчики с шахматным расположением зубьевдают существенное улучшение обрабатываемости жаропрочных и титановых сплавов вследствие увеличения толщины среза в два раза при прочих равных условиях. Их получают удалением половины общего числа зубьев через одни по подъему резьбы. Особо эффективно их применение при получении сквозных резьб в жаропрочных материалах, обладающих повышенной вязкостью (например, ЭИ437А/ЭИ437Б, ЭИ435) или при нарезании резьб в других материалах длиной более 1,5d, В этих случаях использование метчнков с шахматным расположением зубьев экономически целесообразно, несмотря на повышенную трудоемкость их изготовления.
|
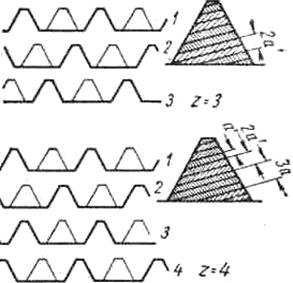
Схема срезания витков от витка к витку. |
Целесообразно количество канавок выбирать нечетное, так как оно дает удвоенную толщину срезаемого слоя. При четном количестве канавок получается утроенная толщина среза, т. е. через каждый оборот на метчике образуются подряд два срезанные или два полные витка. В случае если толщина среза слишком велика, рекомендуется не срезать зубья на одном пере.
Удаление зубьев производится или до внутреннего диаметра, или с оставлением небольшого гребешка высотой, равной 0,15 высоты резьбы. Гребешок обеспечивает зачистку вершин профиля нарезаемой резьбы и, кроме того, позволяет делать ширину круга или резца, применяемых для срезания зубьев, несколько меньше, чем основание витка. Благодаря этому уменьшается возможность срезания боковых поверхностей двух соседних зубьев.
Метчики с прерывной резьбой хорошо себя оправдывают также и при нарезании отверстий в тонкостенных деталях.
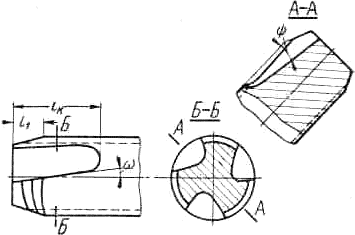
Бесканавочные метчики.
Бесканавочные метчики не имеют продольных сквозных канавок. Канавки делаются на небольшой длине lК, обычно равной удвоенной длине режущей части, под углом наклона к оси w = 9...12°. Направление принимается обратным направлению резьбы.
Иногда на калибрующей части прорезают шлифовальным кругом или фрезой узкие пазы (2—3 мм), служащие продолжением канавок на режущей части. Режущие кромки на калибрующей части предназначаются для удаления выдавленных в процессе резания заусенцев и зачистки резьбы от стружки и грязи. Число канавок на режущей части выбирается таким же, как Для обычных метчиков.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.